Det korta svaret: Sandgjutning vinner på kostnad, flexibilitet och skala
Om du väljer mellan sandgjutning och pressgjutning beror beslutet på vad du faktiskt behöver. Sandgjutning är bättre än pressgjutning när verktygsbudgeten är knapp, när delar är stora eller geometriskt komplexa, när låga till medelstora produktionsvolymer är involverade eller när järnhaltiga metaller som stål och järn måste användas. Pressgjutning utmärker sig i högvolymproduktion av små, tunnväggiga aluminium- eller zinkdetaljer där ytfinish och dimensionell konsistens är avgörande. Men för ett brett utbud av industri-, ingenjörs- och prototyptillämpningar är sandgjutning fortfarande det mer praktiska och ekonomiska valet.
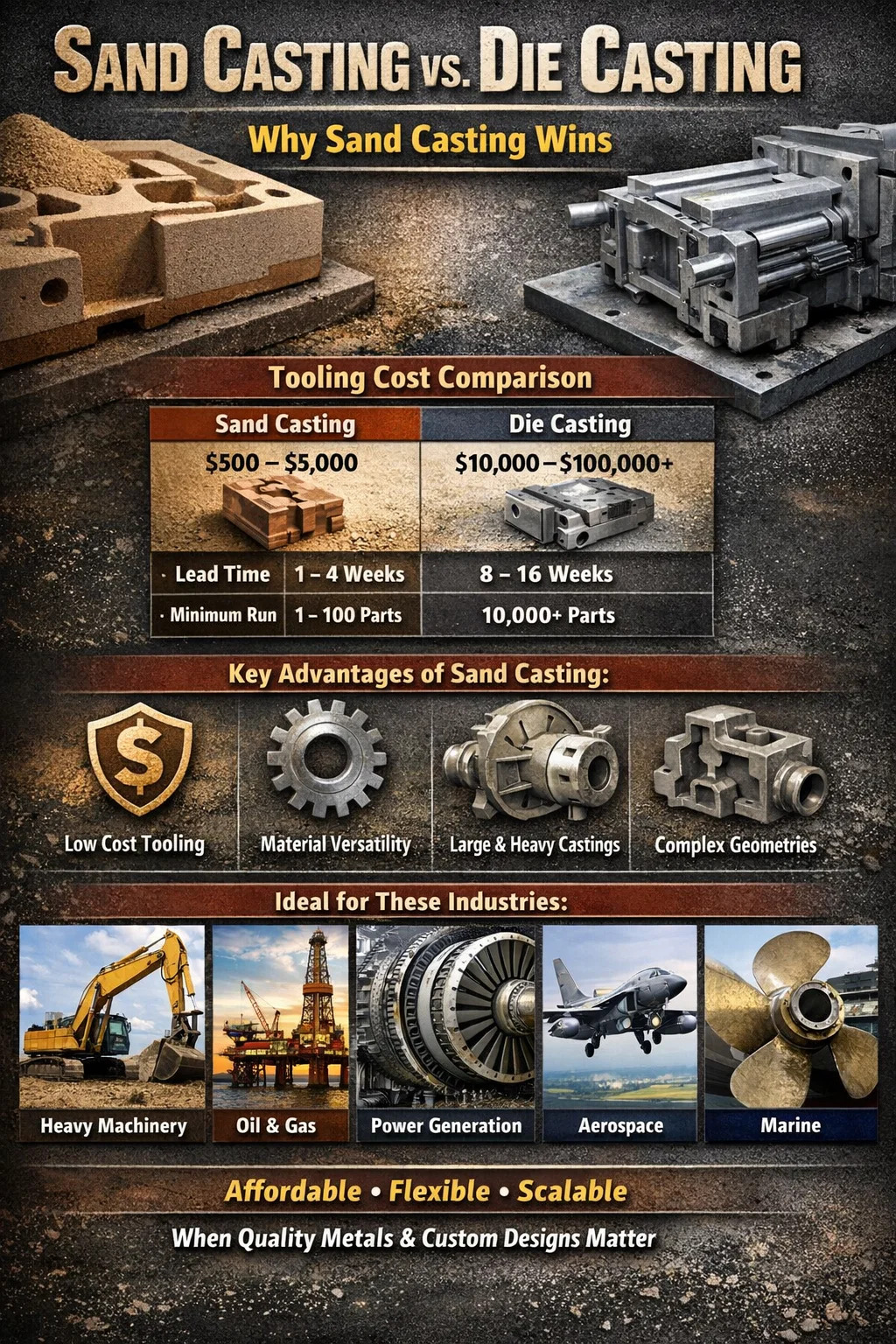
Den grundläggande skillnaden ligger i verktyget. En gjutform kan kosta var som helst $10 000 till över $100 000 , medan ett sandgjutningsmönster vanligtvis kostar mellan $500 och $5.000 . För allt annat än massproduktion uppgår till hundratusentals, enbart det gapet gör sandgjutning till det smartare ekonomiska beslutet.
Verktygskostnad: där sandgjutning har en avgörande fördel framför pressgjutning
Pressgjutning kräver stansar av härdat stål som måste klara tusentals injektionscykler under extremt tryck - ofta mellan 1 500 och 25 000 psi. Att tillverka dessa formar kräver precisionsbearbetning, värmebehandling och omfattande kvalitetsverifiering. Ledtiden för en pressgjutform är typiskt 8 till 16 veckor , och när de väl byggts är ändringar dyra eller omöjliga utan att hela verktyget skrotas.
Sandgjutningsmönster är däremot gjorda av trä, harts eller aluminium. De är mycket enklare att tillverka, lättare att modifiera och dramatiskt billigare. Om en konstruktionsändring behövs efter den initiala produktionen, kan ett sandgjutningsmönster omarbetas eller byggas om till en bråkdel av kostnaden för att ändra en pressgjutform.
För prototyputveckling och iterativ ingenjörskonst är denna skillnad transformerande. Ett produktteam som utvecklar ett industriellt pumphus eller en anpassad konsol kan testa tre eller fyra designiterationer i sandgjutning för samma kostnad som en enda pressgjutform. Detta påskyndar produktutvecklingens tidslinjer och minskar den finansiella risken i de tidiga stadierna av ett projekt.
| Faktor | Sandgjutning | Formgjutning |
|---|---|---|
| Typisk verktygskostnad | 500–5 000 USD | 10 000–100 000 USD |
| Ledtid för verktyg | 1-4 veckor | 8 – 16 veckor |
| Designändringskostnad | Låg | Mycket hög |
| Minsta livskraftiga körning | 1 – 100 delar | 10 000 delar |
Materialmångsidighet: Sandgjutning fungerar med metaller Formgjutning Kan inte hantera
Detta är en av de mest betydande tekniska begränsningarna för pressgjutning som ofta inte erkänns. Pressgjutning är till stor del begränsad till icke-järnmetaller med relativt låga smältpunkter – främst aluminium (smältpunkt ~1220°F / 660°C), zink (~787°F / 419°C) och magnesium (~1202°F / 650°C). Anledningen är enkel: de extrema temperaturer som krävs för att smälta järnmetaller skulle förstöra stålformarna på kort tid.
Sandgjutning har ingen sådan begränsning. Det används rutinmässigt med:
- Grått järn och segjärn (smältpunkt ~2 100 °F / 1 150 °C)
- Kolstål och rostfritt stål (~2 500–2 800 °F / 1 370–1 538 °C)
- Koppar och mässingslegeringar (~1 750–1 980 °F / 955–1 082 °C)
- Nickellegeringar och superlegeringar som används i flyg- och energitillämpningar
- Aluminium och aluminiumlegeringar (kompatibla med båda processerna)
För industrier som är beroende av järn- eller stålkomponenter – såsom tunga maskiner, anläggningsmaskiner, jordbruksmaskiner och marinteknik – är sandgjutning inte bara en preferens. Det är det enda genomförbara gjutningsalternativet. Tänk på det gråjärn står för ungefär 70 % av alla gjutgods som produceras globalt , och nästan hela den volymen är gjord genom sandgjutning. Bara den statistiken signalerar var processen verkligen dominerar.
Särskilt segjärn erbjuder en kombination av draghållfasthet, duktilitet och bearbetbarhet som gör det till ett föredraget material för växlar, vevaxlar, hydrauliska komponenter och strukturella delar. Ingen av dessa applikationer är tillgängliga genom pressgjutning. Sandgjutning är inkörsporten till hela sortimentet av tekniska metaller, inte bara den delmängd som passar inom pressgjutningens termiska begränsningar.
Delstorlek och vikt: Sandgjutningsvåg där pressgjutning inte kan
Pressgjutningsmaskiner är kraftfulla, men de är fysiskt begränsade. Även de största högtryckspressgjutmaskinerna i kommersiellt bruk toppar på att producera delar som väger runt 50 till 75 pund (22 till 34 kg) . Själva formen måste passa inom maskinens platta storlek, och insprutningstrycken som är involverade gör mycket stora delar strukturellt opraktiska.
Sandgjutning begränsas av nästan ingenting vad gäller storlek eller vikt. Motorblock, turbinhus, pumphus, fartygspropellrar och industriella ventilkroppar sandgjuts regelbundet. Vägning av delar flera ton är inte ovanliga inom sektorer som kraftproduktion, gruvdrift och offshore olja och gas. En enda sandgjutjärnskomponent för en stor dieselmotor kan väga 500 pund eller mer - helt utanför intervallet för någon formgjutningsprocess.
Denna skalbarhet innebär att för ingenjörer som arbetar med stor kapitalutrustning eller strukturella komponenter, väljs inte sandgjutning framför pressgjutning som en kompromiss – det är den enda processen som fysiskt kan producera det som krävs. Formen byggs helt enkelt om från sand varje gång, så det finns ingen maskinvalsgräns, ingen formkapacitetsbegränsning och inget insprutningstryckstak att arbeta runt.
Geometrisk komplexitet och inre egenskaper: Sandgjutning ger mer designfrihet
Pressgjutning använder styva metallformar som måste öppnas och stängas i en rak linje, vilket innebär att varje del av delen måste orienteras för att tillåta formseparering utan att underskära verktyget. Komplexa inre passager, djupa håligheter och underskärningar är antingen omöjliga eller kräver kostsamma sidoverkande mekanismer som tillför stora kostnader för formen.
Sandgjutning använder förbrukningsbara formar och kärnor. En kärna är en separat sandform placerad inuti formhåligheten för att skapa inre hålrum – ihåliga kammare, passager, kanaler och komplexa inre geometrier som skulle vara fysiskt omöjliga i en stel form. Denna förmåga är anledningen till att sandgjutning används för motorblock med vattenmantel, grenrör med inre flödespassager och ventilhus med flera inre kanaler.
Vad kärnor tillåter vid sandgjutning
- Interna kylkanaler i motor- och turbinkomponenter
- Ihåliga strukturella sektioner som minskar vikten utan att ge avkall på styrka
- Komplexa vätskeflödeskanaler i pump- och ventilhus
- Underskurna geometrier som skulle låsa en del inuti en styv form
- Flera korsande inre hålrum i en enda gjutning
Pressgjutning kan producera kärnor med lösliga eller brytskär i vissa applikationer, men detta ökar kostnaden och processkomplexiteten som snabbt urholkar de effektivitetsfördelar som pressgjutning normalt erbjuder. För delar där inre geometri är en designprioritet är sandgjutning arkitektoniskt överlägsen.
Kraven på väggtjocklek skiljer sig också avsevärt. Pressgjutning kan producera mycket tunna väggar - ibland så tunna som 0,040 tum (1 mm) – vilket är utmärkt för lätta konsument- eller bildelar. Men det upprätthåller också enhetlighetskrav för att säkerställa att metallflödet fyller formen. Sandgjutning är mer tolerant mot varierande väggtjocklekar inom en enda del, vilket ger designingenjörer större frihet när de skapar komplexa strukturer med både tjocka och tunna sektioner.
Produktionsvolym: Varför sandgjutning är bättre för körningar med låg till medelvolym
Ekonomin med pressgjutning bygger på att amortera en mycket hög fast verktygskostnad över ett mycket stort antal delar. När den avskrivningen fungerar – när du producerar 50 000, 100 000 eller 500 000 identiska delar – blir pressgjutningens låga kostnad per enhet övertygande. Pressgjutningsprocessen är snabb: en typisk aluminiumgjutcykel tar mellan 30 och 60 sekunder , och maskiner kan köras med minimalt arbete i högautomatiserade miljöer.
Men utanför det högvolymsammanhanget vänder matematiken. För en köpare som behöver 500 anpassade grenrörshöljen per år, att spendera 50 000 USD på en gjutform innebär att verktygskostnaden enbart ökar 100 USD per del innan ett enda pund aluminium har smälts. Samma del i sandgjutning, med ett mönster på 3 000 USD, lägger bara till 6 USD i verktygskostnad per enhet – en skillnad som sällan försvinner även när man tar hänsyn till sandgjutningens långsammare cykeltider och högre arbetsinnehåll per enhet.
Det är därför som tillverkare av rymd-, försvars-, olja- och gas- och anpassad industriell utrustning förlitar sig mycket på sandgjutning. Deras produktionsvolymer ligger ofta i tiotals till låga tusentals per år. I de sammanhangen är sandgjutning inte en kompromiss – det är det enda rationella ekonomiska valet.
Break-even volym mellan sandgjutning och pressgjutning
Den övergångspunkt vid vilken pressgjutning blir mer ekonomisk än sandgjutning beror på detaljens komplexitet, storlek och material. Som ett allmänt riktmärke:
- För små aluminiumdelar under 2 lbs blir pressgjutning ofta konkurrenskraftig ovan 10 000–20 000 delar per år
- För medelstora delar mellan 2–10 lbs flyttas break-even till 25 000–75 000 delar per år
- För stora eller komplexa delar förblir sandgjutning ofta kostnadseffektiv vid alla kommersiellt rimliga volymer
Dessa är grova uppskattningar, och faktiska brytpunkter bör alltid beräknas för en specifik tillämpning. Men de illustrerar att majoriteten av industriella gjutningsapplikationer – särskilt inom sektorer där anpassning, tillförlitlighet och materialprestanda spelar större roll än pris per enhet – faller väl inom fördelningszonen för sandgjutning.
Porositet och mekaniska egenskaper: Åtgärda gjutningssvagheten
En av de minst diskuterade nackdelarna med pressgjutning är porositetsproblemet. När smält metall sprutas in i ett munstycke vid högt tryck, kan luft fastna i delen, vilket skapar mikroskopiska tomrum - porositet - som äventyrar den strukturella integriteten. Högtrycksgjutgods är ofta olämpliga för värmebehandling eftersom värmen får instängda gaser att expandera, vilket orsakar blåsor eller förvrängning som förstör delen.
Detta är en betydande teknisk begränsning. Många aluminium- och magnesiumlegeringar utvecklar sina fullständiga mekaniska egenskaper först efter lösningsvärmebehandling och åldring (t.ex. T6-temperering). Om själva gjutningsprocessen förhindrar värmebehandling, arbetar den sista delen med en bråkdel av materialets potentiella styrka och hårdhet. Vakuumpressgjutning och pressgjutning kan minska porositeten, men dessa är förstklassiga processer som ökar kostnaden och är inte allmänt tillgängliga.
Sandgjutning, eftersom det fyller formen med lägre hastighet under gravitation eller lågt tryck, producerar betydligt mindre innesluten gas. Sandgjutna delar kan vanligtvis värmebehandlas utan problem, vilket gör att de fulla legeringsegenskaperna kan uppnås. För strukturella applikationer inom flyg-, bil- eller tung utrustning där materialcertifiering och mekaniska egenskaper är avgörande, är detta en avgörande fördel.
Dessutom uppvisar sandgjutjärnskomponenter - särskilt segjärn - utmärkt bearbetningsförmåga, vibrationsdämpning och slitstyrka. Dessa är egenskaper som är inneboende i materialet och helt tillgängliga genom sandgjutningsprocessen, utan de porositetsbegränsningar som begränsar pressgjutningsapplikationer.
Ledtid för nya delar: Sandgjutning ger dig delar snabbare i de tidiga stadierna
När en ny del behövs snabbt – oavsett om det gäller prototyputvärdering, nödbyte eller pilotproduktion – är ledtidsfördelen med sandgjutning betydande. Eftersom sandgjutningsmönster är enkla och snabba att tillverka, kan en första artikelgjutning ofta levereras i 2 till 6 veckor från färdigställande av design. Vissa gjuterier som specialiserat sig på snabbsvängsandgjutning kan leverera prototypgjutgods på så lite som 5 till 10 arbetsdagar .
Jämfört med pressgjutning, där enbart verktyg tar 8 till 16 veckor innan en enskild produktionsdel tillverkas, är fördelen med sandgjutning tidslinje under utveckling av ny produkt enorm. För företag med aggressiva lanseringsscheman, eller för underhållssituationer där en kritisk komponent behöver snabbt bytas ut, kan denna skillnad direkt leda till minskad stilleståndstid, snabbare tid till marknaden och lägre programrisk.
Detta gör också sandgjutning till standardvalet för reservdelar på åldrande maskiner eller äldre utrustning där inga befintliga verktyg finns kvar. När en 30-årig industripress behöver ett ersättningsjärnhus som ursprungligen tillverkades av ett företag som inte längre finns, tillåter sandgjutning att ett nytt mönster kan göras från en ingenjörsritning eller ett fysiskt prov, och delen kan reproduceras till en rimlig kostnad. Att återskapa en gjutform för en enda reservdel skulle vara ekonomiskt absurt.
Specifika industrier där sandgjutning överträffar pressgjutning
Att förstå vilka industrier som förlitar sig på sandgjutning framför pressgjutning hjälper till att klargöra var de verkliga fördelarna koncentreras. Dessa sektorer väljer konsekvent sandgjutning eftersom deras tekniska och kommersiella krav stämmer överens med vad processen gör bäst.
Olje- och gasutrustning
Ventilhus, pumphus, grenrör och brunnshuvudkomponenter kräver stål eller segjärn, måste klara extremt tryck och tillverkas ofta i låga volymer för specifika applikationer. Sandgjutning ger den materialkompatibilitet, interna geometrikapacitet och mekaniska integritet som dessa applikationer kräver. Pressgjutning kan inte konkurrera här.
Gruvdrift och tung utrustning
Krossbackar, skoptänder, slitplattor och strukturella komponenter för gruvmaskiner är gjorda av manganstål, kromjärn och andra hårda järnlegeringar som pressgjutning inte kan bearbeta. Delar i den här sektorn väger rutinmässigt hundratals pounds – långt över någon formgjutningsmaskins kapacitet. Sandgjutning är den enda gångbara tillverkningsvägen.
Kraftgenerering
Turbinhus, impellerhus och generatorändklockor tillverkade av rostfritt stål eller nickellegeringar för kraftverk och industriturbiner är universellt sandgjutna. Kombinationen av materialkrav, delstorlek och låga årliga produktionsvolymer gör pressgjutning ekonomiskt och tekniskt omöjligt för dessa applikationer.
Flyg- och försvarsprototyper
Även i en sektor där precision är av största vikt, används sandgjutning i stor utsträckning för prototyputveckling och lågvolymskonstruktionsdelar. Möjligheten att repetera snabbt, använda rymdlegeringar och producera delar som kan värmebehandlas helt och mekaniskt testas gör sandgjutning till ett standardverktyg i flyggjutningsprogram innan man bestämmer sig för dyrare tillverkningsprocesser.
Marin och skeppsbyggnad
Fartygspropellrar, roderramar och strukturella komponenter för marina fartyg är ofta enorma och tillverkade av korrosionsbeständig brons, nickel-aluminiumbrons eller rostfritt stål. Sandgjutning är den enda process som kan hantera dessa krav och det har varit standardmetoden för marin komponenttillverkning i århundraden.
När formgjutning faktiskt är det bättre valet
Ett komplett svar kräver att man erkänner var formgjutning verkligen vinner. Pressgjutning är överlägsen sandgjutning i tre väldefinierade scenarier:
- Storvolymproduktion av små icke-järnhaltiga delar: När man producerar hundratusentals aluminium-, zink- eller magnesiumdelar per år är pressgjutningens ekonomi per enhet oslagbar. Dörrhandtag för bilar, elektroniska höljen och hus för små apparater är klassiska exempel.
- Ytfinish och dimensionell konsistens: Pressgjutning ger nätformade eller nästan nätformade delar med ytfinish på 32–63 Ra mikrotum och dimensionella toleranser som ofta inte kräver någon efterbearbetning. Sandgjutning ger vanligtvis grövre ytor (125–500 Ra mikrotum) och kräver mer bearbetning för att nå snäva toleranser.
- Tunnväggiga lätta strukturer: När konstruktionen kräver väggar under 3 mm som fortfarande behöver strukturell integritet, säkerställer pressgjutningens högtrycksinsprutning fullständig fyllning. Gravitymatad sandgjutning kan kämpa för att tillförlitligt fylla extremt tunna sektioner.
Att erkänna dessa fördelar gör jämförelsen ärlig. Pressgjutning är inte en underlägsen process – det är en process som är optimerad för en specifik uppsättning förhållanden. När dessa villkor inte är uppfyllda är sandgjutning det bästa svaret i de flesta återstående scenarier.
Miljö- och driftshänsyn
Sandgjutning har en ofta förbisedd hållbarhetsfördel: sand är återvinningsbar. Moderna gjuterier återvinner och återanvänder 90 % eller mer av sin formsand genom termiska eller mekaniska återvinningssystem. Även om pressgjutning inte använder förbrukningsbara verktygsmaterial på samma sätt, är energiintensiteten för att underhålla pressgjutningsmaskiner – stora hydrauliska pressar, temperaturkontrollerade formar och högtrycksinsprutningssystem – avsevärd.
Skrothastigheterna vid pressgjutning är också en faktor. Eftersom metall som sprutas in i formen också fyller löpare, översvämningar och kex (metallskivan från skotthylsan), kan pressgjutningsskrotet löpa 20–40 % av den totala metallförbrukningen på en typisk del, även om mycket av detta är återvinningsbart. Sandgjutningsskrothastigheten, särskilt för järn, är ofta lägre i absoluta tal per enhet levererad metall när delar är stora.
Ur ett operativt fotavtrycksperspektiv är sandgjuterier tillgängliga på fler geografiska platser globalt. Pressgjutning kräver precisionsmaskiner för formtillverkning och stora gjutmaskiner som representerar betydande kapitalinvesteringar. För tillverkare på utvecklande marknader, eller för regional inköp av försörjningskedjan, är kapacitet för sandgjutningsgjuterier mycket mer tillgänglig, vilket minskar logistikkostnaderna och risken för försörjningskedjan.
Sammanfattning: Att välja sandgjutning framför pressgjutning
Frågan om huruvida sandgjutning är bättre än pressgjutning har inte ett enda universellt svar – men den har ett tydligt svar för de flesta gjuttillämpningar som förekommer inom industri- och ingenjörspraktik. Sandgjutning är det bättre valet när:
- Produktionsvolymerna är under 10 000–25 000 delar per år för typiska delstorlekar
- Det erforderliga materialet är järn, stål, rostfritt stål, kopparlegering eller någon annan järnmetall
- Delstorlek eller vikt överstiger vad pressgjutningsmaskiner fysiskt kan ta emot
- Designiteration är trolig och kostnaderna för verktygsmodifiering måste hållas låga
- Intern geometri, kärnor eller komplexa passager krävs
- Värmebehandling av det slutliga gjutgodset krävs för fullständiga mekaniska egenskaper
- Snabb leverans av första artiklar eller prototyper är en prioritet
- Reservdelar för äldre eller anpassad utrustning måste reproduceras
Pressgjutning tjänar sin plats i storvolymskonsument- och biltillverkning där aluminium- och zinkdelar måste produceras i snabb takt, med utmärkt ytfinish, till lägsta möjliga kostnad per enhet. Men sandgjutning täcker ett mycket bredare spektrum av ingenjörsbehov, hanterar ett bredare utbud av material, skalas från enstaka prototyper till tusentals delar och förblir kostnadseffektivt i scenarier där pressgjutningens ekonomi helt enkelt inte fungerar. För alla ingenjörer eller inköpare som utvärderar alternativ för gjutprocesser bör sandgjutning vara utgångspunkten – och motiveringsbördan bör ligga på att byta bort från det, inte på att välja det.