De två grundläggoche metoderna för formgjutning: varm kammare och kall kammare
De två grundläggande metoderna för pressgjutning är varmkammarpressgjutning and kallkammarpressgjutning . Dessa två processer delar samma grundläggande mål - att tvinga in smält metall i en härdad stålform under högt tryck för att producera exakta, repeterbara delar - men de skiljer sig avsevärt i hur metallen smälts, hanteras och injiceras. Att välja fel metod för din legerings- eller delgeometri kan resultera i dålig fyllning, överdriven porositet, för tidigt slitage och kostsamma skrotningshastigheter. Att förstå vad som skiljer dessa två metoder är utgångspunkten för alla seriösa pressgjutningsbeslut.
I varm kammare pressgjutning , är injektionsmekanismen nedsänkt direkt i det smälta metallbadet. Maskinen drar metall in i cylindern automatiskt och sprutar in den i formen i en kontinuerlig, snabb cykel. Vid kallkammarpressgjutning smälts metallen i en separat ugn och skänks sedan - manuellt eller automatiskt - i en spruthylsa före varje injektionscykel. Varje metod har specifika legeringar som den hanterar bra, specifika tryckområden den arbetar inom och specifika produktionsvolymer där det är ekonomiskt vettigt.
Heta kammaren Die Casting: Hur processen fungerar
Varmkammarpressgjutning - ibland kallad svanhalsgjutning - håller injektionssystemet permanent nedsänkt i en kruka med smält metall. Kärnkomponenterna är en svanhalsformad metallkanal, en kolv och ett munstycke som sitter direkt mot formen. När kolven dras in strömmar smält metall genom en port in i svanhalsen. När kolven matas fram tätar den porten och tvingar metallen genom munstycket och in i formhåligheten vid tryck som vanligtvis sträcker sig från 1 000 till 5 000 psi (7 till 35 MPa) .
Eftersom metallen aldrig lämnar det uppvärmda systemet mellan skotten är cykeln extremt snabb. Varmkammarmaskiner uppnår rutinmässigt 400 till 900 cykler per timme för små delar, vilket gör dem väl lämpade för högvolymproduktion av komponenter som elektriska kontakter, förgasarhus, låsbeslag och leksaksdelar. Elimineringen av det separata skänksteget minskar både cykeltiden och risken för temperaturvariationer mellan skotten.
Legeringar som är kompatibla med varmkammargjutning
Varmkammarpressgjutning är begränsad till legeringar med låg smältpunkt som inte angriper eller löser upp järn- och stålkomponenterna i injektionssystemet. De vanligaste materialen är:
- Zinklegeringar (Zamak 2, 3, 5, 7) — den överlägset mest använda, med smältpunkter runt 380–420°C
- Magnesiumlegeringar (AZ91D, AM60) — används alltmer i varmkammarsystem med specialiserade maskinkonstruktioner
- Bly och tennlegeringar – används i specialiserade applikationer med låg volym
Aluminium, koppar och mässing kan inte bearbetas i varmkammarmaskiner. Deras högre smälttemperaturer – aluminium smälter runt 660°C, mässing runt 900°C – skulle snabbt lösa upp de järnbaserade komponenterna i svanhalsen och kolven, förstöra maskinen och förorena smältan inom några timmar efter drift.
Maskintonnage och delstorlek i heta kammarverksamhet
Varmkammarmaskiner finns i allmänhet i spännkrafter från under 5 ton upp till cirka 900 ton , även om huvuddelen av varmkammararbetet utförs på maskiner i intervallet 5 till 400 ton. Delvikter för zinkgjutgods går vanligtvis från några gram upp till cirka 2 kg, även om tyngre delar är möjliga på större maskiner. De tunna väggarna som kan uppnås med zink – rutinmässigt ner till 0,5 mm i precisionsverktyg – gör varmkammargjutning till den första processen för miniatyriserade, detaljerade komponenter.
Pressgjutning i kall kammare: hur processen fungerar
Pressgjutning med kall kammare separerar smältugnen helt och hållet från injektionssystemet. Metall smälts i en extern hållugn och överförs sedan - med manuell skänk, automatisk skänk eller elektromagnetisk pump - till en horisontell eller vertikal spruthylsa. När den korrekta metallvolymen är i hylsan, förs insprutningskolven fram och tvingar metallen in i formen vid tryck som är avsevärt högre än varmkammarutrustning: typiskt 2 000 till 20 000 psi (14 till 140 MPa) , med vissa högtrycksoperationer som överskrider det intervallet för tunnväggiga aluminiumdelar.
Separationen av ugnen från maskinen gör att insprutningskomponenterna inte kontinuerligt exponeras för smält metall. De exponeras endast under det korta ögonblicket av skottet, vilket tillåter användning av metaller som skulle förstöra ett varmt kammarsystem. Avvägningen är en långsammare cykeltid - de flesta kylkammaroperationer körs vid 30 till 150 skott per timme beroende på delvikt, väggtjocklek och legering - och ytterligare processsteg som kan introducera temperaturvariationer om de inte kontrolleras noggrant.
Legeringar som används vid pressgjutning i kall kammare
Pressgjutning med kall kammare hanterar ett brett utbud av legeringar med högre smälttemperaturer, inklusive:
- Aluminiumlegeringar (A380, A383, A360, ADC12) — det dominerande materialet i kallkammararbete, som används inom bil-, flyg- och hemelektronik
- Kopparlegeringar och mässing — används för VVS-komponenter, elektriska kontakter och marin hårdvara där korrosionsbeständighet och styrka har betydelse
- Magnesiumlegeringar (AZ91D, AM50) — allt vanligare i kalla kammare för stora konstruktionsdelar, även om magnesium även kan bearbetas i varmkammarsystem
- Kiseltombak och speciallegeringar på kopparbaserade — används i nischade precisionsapplikationer
Aluminiumlegeringen A380 är den enskilt mest använda pressgjutningslegeringen i världen, och praktiskt taget allt bearbetas genom kallkammarmaskiner. Den erbjuder en utmärkt kombination av gjutbarhet, mekanisk hållfasthet (draghållfasthet på cirka 317 MPa), korrosionsbeständighet och kostnad, vilket är anledningen till att den dominerar konstruktionsgjutning för fordon, kylflänsar och motorhus.
Maskintonnage och delskala
Kallkammarmaskiner skalar betydligt större än varmkammarutrustning. Spännkrafterna sträcker sig från ca 150 ton upp till 6 000 ton eller mer för de megagjutmaskiner som nu används i gigacastingapplikationer för bilar. En kallkammarpress på 4 000 ton som används av en biltillverkare kan producera en komplett bakre underredessektion av ett fordon - en enda aluminiumgjutning som ersätter över 70 stansade och svetsade ståldelar - i ett enda skott. Tesla populariserade detta tillvägagångssätt med sin Giga Press-teknik, och tillvägagångssättet har sedan dess antagits av flera OEM-tillverkare över hela världen.
Direkt jämförelse: Hot Chamber vs Kyla kammaren Die Casting
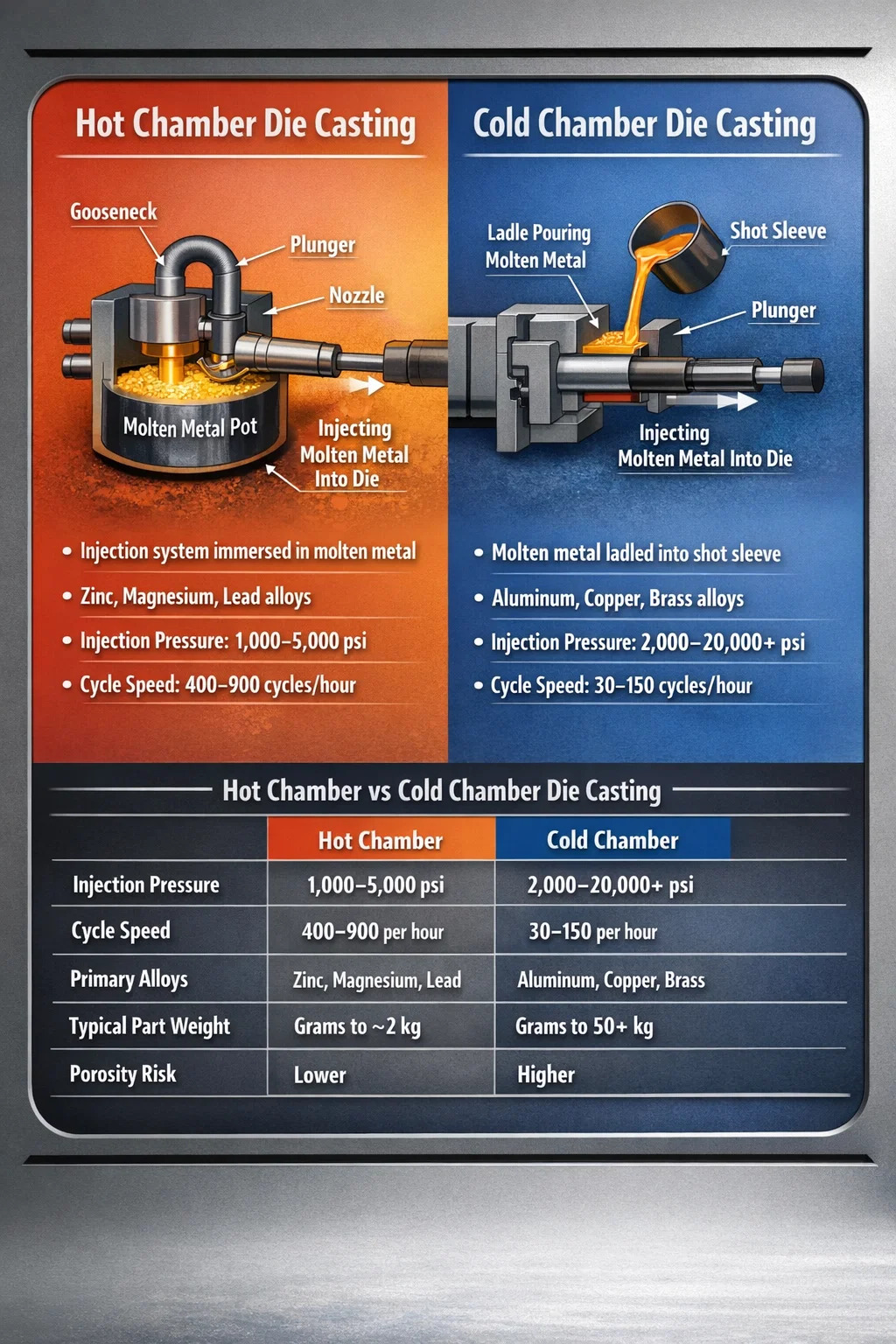
Tabellen nedan sammanfattar de kritiska skillnaderna mellan de två pressgjutningsmetoderna över de parametrar som är viktigast i produktionsplaneringen:
| Parameter | Hot Chamber | Cold Chamber |
|---|---|---|
| Insprutningstryck | 1 000–5 000 psi | 2 000–20 000 psi |
| Cykelhastighet | 400–900 cykler/timme | 30–150 cykler/timme |
| Primära legeringar | Zink, magnesium, bly | Aluminium, koppar, mässing, magnesium |
| Maskintonnageintervall | 5–900 ton | 150–6 000 ton |
| Metalltemperaturexponering för maskin | Kontinuerlig | Endast per skott |
| Typisk delvikt | Gram till ~2 kg | Gram till 50 kg |
| Porositetsrisk | Lägre (färre luftintagsmöjligheter) | Högre (kräver noggrann kontroll av skottprofilen) |
| Verktygskostnad | Lägre till måttlig | Måttlig till hög |
Formdesignöverväganden som skiljer sig mellan de två metoderna
Själva formen - den härdade H13 verktygsstålformen som smält metall tvingas in i - är begreppsmässigt lika i båda processerna, men de tekniska kraven skiljer sig beroende på trycket och de termiska belastningar som appliceras.
Gate Design och Runner Systems
I varm kammare dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 till 50 m/s .
Kallkammarformar för aluminium kräver noggrann löpargeometri för att hantera den högre viskositeten hos aluminium vid gjuttemperatur och risken för för tidig stelning under fyllningen. Grindhastigheter för aluminium är typiskt mål 40 till 60 m/s , och skottprofilen - långsam fas, snabb fas och intensifieringstryck - måste programmeras exakt för att undvika turbulent fyllning, vilket är den primära drivkraften för porositet i aluminiumgjutgods.
Thermal Management och Die Life
Båda typerna av matriser är beroende av interna vatten- eller oljekylningskanaler för att hantera värme, men kallkammaraluminiumformar utsätts för högre termisk chock på grund av den större temperaturskillnaden mellan aluminiumsmältan (~680°C vid gjutning) och formens yttemperatur (typiskt bibehållen vid 180–260°C). Denna termiska cykling är den primära drivkraften för värmekontroll - nätverket av fina ytsprickor som så småningom försämrar matrisens ytkvalitet. Kylkammare H13 matris för aluminium har vanligtvis en livslängd på 100 000 till 300 000 skott , medan varmkammare zinkformar kan rinna till 1 miljon skott eller mer innan det krävs betydande omarbetning.
Porositet: Den viktigaste kvalitetsutmaningen i båda metoderna
Porositet – hålrum i gjutgodset orsakade av instängd gas eller krympning – är det dominerande problemet med defekter vid pressgjutning oavsett vilken metod som används, men dess orsaker och lösningar skiljer sig åt mellan processer i heta och kalla kammare.
I varm kammare die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Vid pressgjutning med kall kammare är den öppna hylsan den huvudsakliga källan till luftindragning. När kolven matas fram måste den skjuta en luftklump som finns i hylsan framför metallen. Korrekt långsam skotthastighet - vanligtvis 0,1 till 0,5 m/s under den första fasen — tillåter en våg av metall att bildas och trycker luften framåt till bräddavloppsbrunnarna och ventilerna innan snabbinsprutningen börjar. Att få denna övergångspunkt fel med ens några millimeters kolvrörelse kan resultera i 10 till 20 % högre porositetsnivåer i den färdiga delen. Vakuumassisterad pressgjutning, som evakuerar formhåligheten och spruthylsan före injektion, kan reducera porositeten i kallkammaraluminiumdelar till nivåer som tillåter värmebehandling och strukturell svetsning - funktioner som inte är möjliga med konventionellt gjutna aluminiumpressgjutgods.
När ska man välja pressgjutning med varm kammare
Varmkammarpressgjutning är det rätta valet när följande villkor gäller:
- Delmaterialet är zink, magnesium eller annan legering med låg smältpunkt som är kompatibel med svanhalssystemet
- Produktionsvolymerna är höga - i allmänhet över 50 000 till 100 000 delar årligen för att motivera verktygsinvesteringar
- Delvikten är relativt låg, vanligtvis under 1 till 2 kg för zink
- Dimensionsprecision är avgörande – zinkpressgjutning uppnår rutinmässigt toleranser på ±0,05 mm på kritiska detaljer utan sekundär bearbetning
- Tunna väggar krävs - zink kan gjutas till väggtjocklekar under 0,5 mm i optimerad verktygskonstruktion
- Ytkvalitet är en prioritet – zinkgjutgods har en utmärkt gjutgod yta som lämpar sig för direkt plätering eller målning utan omfattande förberedelser
Vanliga industrier som använder varmkammarpressgjutning inkluderar hemelektronik (kontakter, fästen, gångjärn), bilar (låskroppar, bränslesystemkomponenter, sensorhus), hårdvara (dörrhandtag, möbelbeslag) och leksaker och nyheter.
När ska man välja pressgjutning för kall kammare
Pressgjutning med kall kammare är den lämpliga processen när:
- Legeringen är aluminium, koppar, mässing eller ett material med hög smältpunkt som är inkompatibelt med varmkammarutrustning
- Delstorlek och vikt överskrider de praktiska gränserna för varmkammarutrustning
- Strukturell prestanda krävs - pressgjutgods av aluminium erbjuder styrka-till-vikt-förhållanden betydligt bättre än zink för lastbärande applikationer
- Korrosionsbeständighet i tuffa miljöer behövs - aluminiums naturliga oxidskikt ger skydd som zinklegeringar i vissa miljöer inte kan matcha utan beläggning
- Applikationen är i drivlinor för fordon, flygplansfästen eller industriell utrustning där kombinationen av låg vikt och strukturell integritet motiverar de högre verktygs- och maskinkostnaderna
Viktiga applikationer för pressgjutning i kall kammare inkluderar växellådshus för fordon, motorblock, batterihöljen för elfordon, datorserverchassi, hydrauliska ventilhus och komponenter för marina utombordare. Bara den globala pressgjutningsmarknaden för aluminium värderades till över 50 miljarder USD 2023 , vilket återspeglar dominansen av kallkammaraluminiumgjutning i modern tillverkning.
Kostnadsstruktur: Verktyg, maskintid och ekonomi per del
Ekonomin med pressgjutning beror mycket på vilken metod som används, eftersom de två processerna har mycket olika kostnadsprofiler.
Verktygskostnader
Pressgjutningsverktyg är dyrt oavsett metod, eftersom formarna måste klara miljontals tryckcykler i en abrasiv, termiskt krävande miljö. Varmkammarzinkmatriser för måttligt komplexa delar kostar vanligtvis mellan $15 000 och $80 000 . Kallkammaraluminiumformar för jämförbar komplexitet kostar mer - ofta $30 000 till $150 000 eller högre — eftersom de högre insprutningstrycken kräver mer robust formkonstruktion och mer komplex kylkretskonstruktion. Stora strukturella kylkammarformar för fordonstillämpningar kan köras till $500 000 eller mer .
Kostnad per del och break-even volym
Eftersom pressgjutning har höga fasta kostnader (verktyg, installation) och relativt låga rörliga kostnader per del (metall, maskintid, arbete), är båda metoderna mest ekonomiska vid höga volymer. Nollpunkten – där pressgjutning blir billigare än alternativ som sandgjutning, investeringsgjutning eller bearbetning från ämne – varierar beroende på detaljens komplexitet, men nås vanligtvis någonstans mellan 10 000 och 50 000 delar för varmkammarzink och 20 000 och 100 000 delar för kallkammaraluminium, beroende på delstorlek och funktionskomplexitet.
Materialkostnaden är en annan skillnad. Zinklegering (Zamak 3) kostar ungefär 2,00–2,50 USD per kg till typiska industrikontraktspriser. Aluminiumlegering A380 löper närmare $2,50–$3,50 per kg , men aluminiums lägre densitet (2,7 g/cm³ jämfört med zinks 6,6 g/cm³) innebär att för en given delvolym använder ett aluminiumgjutgods mycket mindre metall i vikt, vilket delvis kompenserar för prisskillnaden.
Nya variationer på de två kärngjutningsmetoderna
Medan varm kammare och kall kammare fortfarande är de två grundläggande pressgjutningsmetoderna, har flera processvarianter utvecklats för att hantera specifika begränsningar för var och en.
Vakuumformgjutning
Tillämpad på båda metoderna men särskilt viktigt för kallkammaraluminium, vakuumpressgjutning evakuerar formhåligheten och spruthylsan före injektion, vilket minskar gasporositeten till nivåer som tillåter T5 och T6 värmebehandling. Detta gör strukturella aluminiumgjutgods svetsbara och lämpliga för säkerhetskritiska applikationer som bilkrockstrukturer och upphängningskomponenter. Vakuumassisterade kylkammarmaskiner ökar kostnaden och komplexiteten men kan minska skrothastigheterna med 30 till 50 % i porositetskänsliga applikationer.
Halvfast formgjutning (thixocasting och Rheocasting)
Gjutprocesser för halvfast metall - tixogjutning och reogjutning - injicera metall i ett halvfast, slurryliknande tillstånd snarare än helt smält. Detta minskar porositeten dramatiskt eftersom metallen inte bär löst gas på samma sätt som helt flytande metall, och det icke-turbulenta fyllningsmönstret fångar mycket mindre luft. Halvfasta processer är uppbyggda kring maskinplattformar med kall kammare men använder modifierade kulprofiler och specialiserad förberedelse av ämnet. Resultatet är gjutgods med mekaniska egenskaper som närmar sig smidda delars. Rheocast aluminium A356 delar uppnår draghållfasthet ovan 310 MPa med töjning på 10 % eller mer — betydligt bättre än konventionella A380-gjutgods med kall kammare.
Squeeze Casting
Pressgjutning – ibland klassificerad som en tredje formgjutningskategori – kombinerar pressgjutning och smidesprinciper. Metall hälls i en öppen form, sedan applicerar en stans ett tryck på 50 till 150 MPa när metallen stelnar, vilket helt eliminerar krympningsporositeten. Processen använder kallkammarmaskinplattformar och producerar delar med nästan noll porositet och utmärkta mekaniska egenskaper, men är långsammare och dyrare än konventionell kallkammargjutning. Det används för flyg- och rymdkomponenter, bromsok till bilar och andra högbelastningstillämpningar.
Hur man väljer rätt formgjutningsmetod för din del
Att välja rätt pressgjutningsprocess börjar med legeringen, eftersom legeringen är icke förhandlingsbar i de flesta konstruktioner. Om de tekniska kraven kräver aluminium - för vikt, styrka eller termisk prestanda - är kall kammare det enda praktiska alternativet vid pressgjutning. Om zink är acceptabelt eller föredraget för dess precision, tunnväggiga kapacitet och pläteringskompatibilitet, blir varmkammare den snabbare, billigare vägen.
Efter val av legering hjälper följande frågor att begränsa beslutet:
- Vad är den årliga volymen? Båda metoderna kräver volym för att vara ekonomisk, men kallkammaraluminium kräver mer volym för att kompensera högre verktygskostnader.
- Vad är delens vikt och beräknad skottvikt? Delar över 2 kg i zink är ovanliga; delar över 5 kg i aluminium kan kräva mycket stora kylkammarmaskiner.
- Finns porositetskänsliga egenskaper? Trycktäta hydrauliska passager eller strukturella noder som ska svetsas kräver vakuumassisterad kall kammare eller halvfast bearbetning.
- Vilken ytfinish krävs? Varmkammargjutgods av zink accepterar elektroplätering direkt; kallkammargjutgods av aluminium är vanligtvis pulverlackerade, anodiserade eller lämnas nakna.
- Vad är driftsmiljön? Förhöjda temperaturer över 150°C diskvalificerar zinklegeringar på grund av hållfasthetsförlust; aluminium presterar bra till 200–250°C beroende på legering.
Att arbeta igenom dessa frågor med ett pressgjuteri under designfasen – innan verktyget påbörjas – är det mest pålitliga sättet att komma fram till rätt process för din applikation. Design-for-manufacturing (DFM) granskning av en erfaren pressgjutningsingenjör kan identifiera dragvinklar, väggtjockleksövergångar och skiljelinjepositioner som påverkar vilken maskintyp och insprutningsmetod som ger den lägsta skrothastigheten och den längsta livslängden för din specifika detaljgeometri.