Det korta svaret: Hur formgjutning fungerar
Pressgjutning är en metallformningsprocess där smält metall sprutas in under högt tryck i en härdad stålform – kallad form – och hålls där tills metallen stelnar till den exakta formen av kaviteten. När den är fast, öppnas formen, ejektorstiften trycker ut delen och cykeln börjar igen. En enda tärning kan upprepa denna sekvens hundratusentals gånger innan den slits ut.
Processen används främst med icke-järnlegeringar: aluminium, zink, magnesium och kopparbaserade metaller. Insprutningstryck varierar vanligtvis från 1 500 psi till över 25 000 psi , vilket är det som gör det möjligt för pressgjutning att producera delar med tunna väggar, snäva toleranser (ofta ±0,002 tum) och jämna gjutna ytfinish utan omfattande bearbetning efteråt.
Om du behöver tiotusentals identiska metalldelar - bilfästen, elektronikhus, VVS-armaturer, apparatkomponenter - är pressgjutning nästan alltid den mest kostnadseffektiva tillverkningsmetoden när du väl har absorberat verktygskostnaden i förväg.
Pressgjutningsprocessen steg för steg
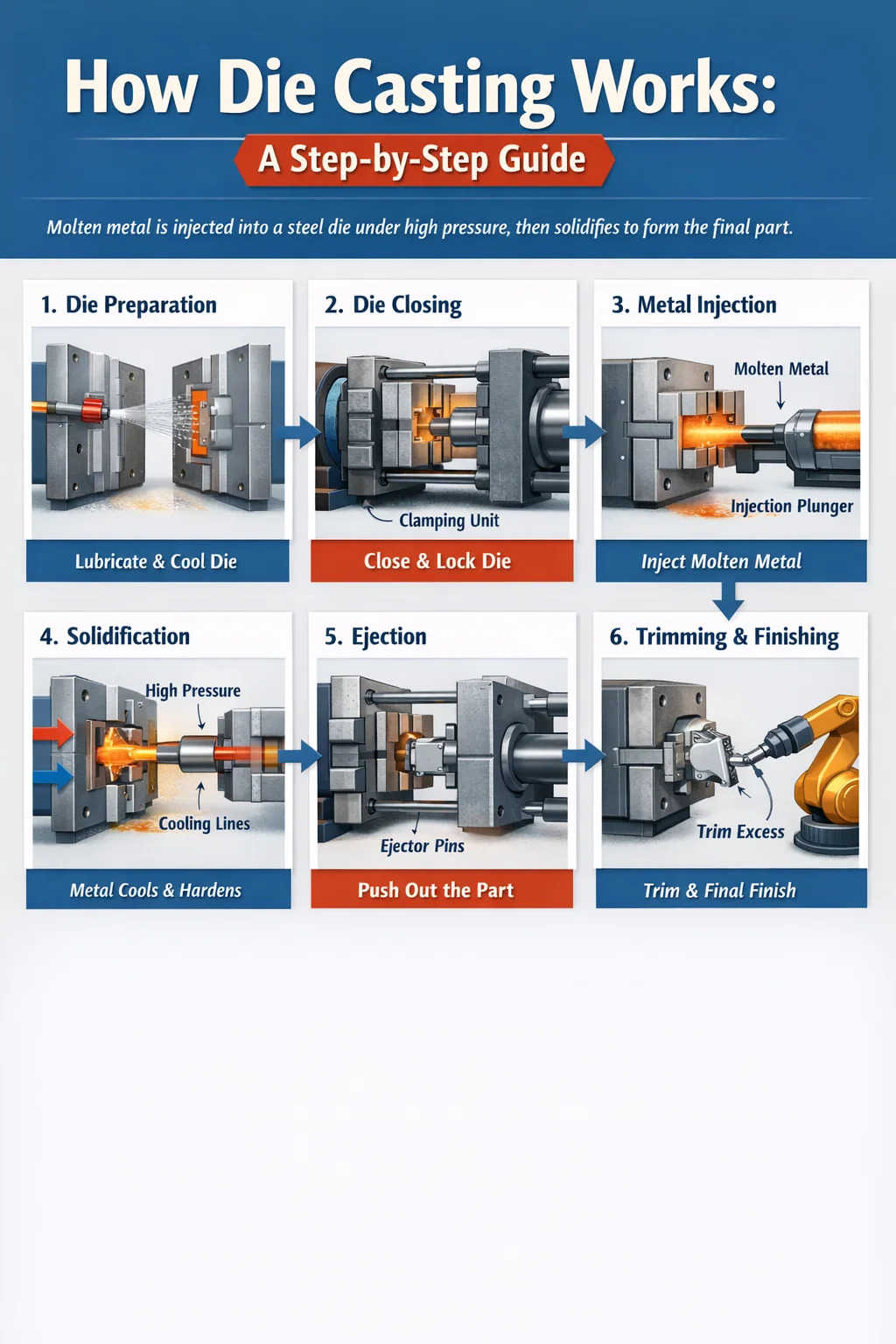
För att förstå hur pressgjutning går till krävs att man går igenom varje steg i produktionscykeln. Medan olika maskiner och legeringar introducerar variationer, är den grundläggande sekvensen konsekvent inom branschen.
Steg 1 — Formförberedelse och smörjning
Före varje skott sprayas formhalvorna med ett smörjmedel eller släppmedel. Detta tjänar två syften: det hjälper det stelnade gjutgodset att skjuta ut rent utan att fastna, och det kyler formytan något för att bibehålla en konsekvent termisk profil. Vattenbaserade smörjmedel är det vanligaste valet i moderna butiker eftersom de minskar röken och uppfyller miljöbestämmelserna. Spraycykeln tar vanligtvis två till fem sekunder och är automatiserad på linjer med hög volym.
Steg 2 — Stängning och fastspänning av munstycken
Pressgjutningsmaskinen klämmer ihop de två formhalvorna med enorm kraft. Denna klämkraft mäts i ton och måste överstiga kraften som den trycksatta smälta metallen kommer att utöva på formytorna under injektion. En maskin som är klassad till 500 ton håller formen stängd med 500 ton spännkraft. Maskiner sträcker sig från under 100 ton för små zinkdelar upp till 4 000 ton eller mer för stora aluminiumkonstruktionskomponenter. Om klämkraften är otillräcklig kan smält metall blixtrar ut mellan formhalvorna, skapa tunna fenor på delen och potentiellt skada verktyget.
Steg 3 — Metallinjektion
Detta är det avgörande steget. Smält metall skjuts in i formhåligheten genom ett system av kanaler - ett inlopp, löpare och grindar - som leder flödet in i delens geometri. I kallkammarmaskiner hälls eller hälls ett uppmätt metallskott automatiskt i en kulhylsa, och en hydraulisk kolv driver den framåt. I varmkammarmaskiner är insprutningsmekanismen nedsänkt i det smälta metallbadet och drar en exakt laddning direkt. Insprutningshastigheten kan justeras i faser: en långsam första fas fyller löparsystemet och en snabb andra fas fyller delens hålighet för att förhindra för tidig stelning. Fyllningstiderna för själva kaviteten är ofta mellan 10 och 100 millisekunder.
Steg 4 — Intensifiering och solidifiering
Omedelbart efter att kaviteten fyllts, applicerar maskinen intensifieringstryck - en sekundär, högre tryckstöt - för att packa in mer metall och kompensera för krympning när gjutgodset stelnar. Detta tryck bibehålls under en uppehållstid, vanligtvis en till trettio sekunder beroende på väggtjocklek och legering. Själva formen fungerar som en kylfläns; dess interna kylkanaler transporterar vatten eller termisk olja för att snabbt och konsekvent utvinna värme. Snabbare kylning möjliggör kortare cykeltider och finare mikrostruktur i den färdiga delen.
Steg 5 — Formöppning och delutkastning
När metallen har stelnat tillräckligt dras spännenheten tillbaka och formhalvorna separeras. Gjutningen stannar på ena halvan (ejektorhalvan) eftersom dragvinklar och geometri är utformade så. Ejektorstift – härdade stålstänger insatta i formen – matar fram och trycker loss delen. Stiften lämnar små cirkulära vittnesmärken på icke-kritiska ytor av gjutgodset. En robot eller mänsklig operatör tar bort delen och cykeln startar om.
Steg 6 — Trimning och efterbehandling
Rågjutgodset kommer ut fäst vid löpar- och grindsystemet och har ofta tunna blixtar längs skiljelinjerna. En trimdyna i en hydraulisk press skär av löparna och överflödig blixt i ett enda slag. Ytterligare efterbehandling beror på applikationen: kulblästring för kosmetiska ytor, CNC-bearbetning för gängade hål eller exakta borrningar, värmebehandling för strukturella aluminiumlegeringar och ytbeläggningar som anodisering, pulverlackering eller förkromning.
Heta kammaren vs Kyla kammaren Die Casting
De två huvudmaskintyperna passar varsin olika serie legeringar. Att välja fel typ för ett givet material kommer antingen att förstöra maskinen eller producera delar av dålig kvalitet.
| Funktion | Hot Chamber | Cold Chamber |
|---|---|---|
| Insprutningssystemets placering | Nedsänkt i smält metall | Separera från ugnen |
| Kompatibla legeringar | Zink, magnesium, bly, tenn | Aluminium, mässing, magnesium (högtemperatur) |
| Cykelhastighet | Snabbare (upp till 18 skott/min för zink) | Långsammare (manuell skänk lägger till tid) |
| Maximalt insprutningstryck | ~2 500 psi | Upp till 25 000 psi |
| Delstorleksområde | Liten till medelstor | Liten till mycket stor |
| Porositetstendens | Lägre | Måttlig (hanteras av processkontroll) |
Varmkammarmaskiner kan inte användas med aluminium eftersom aluminium löser upp järn vid typiska gjuttemperaturer, vilket snabbt angriper stålsvanhalsen och kolven i det nedsänkta injektionssystemet. Kallkammarmaskiner är det korrekta valet för pressgjutning av aluminium - metallen smälts i en separat ugn och kommer endast in i spruthylsan omedelbart före injektion, vilket begränsar exponeringstiden.
Material som används vid pressgjutning
Valet av legering driver nästan alla andra beslut i processen - maskintyp, formmaterial, cykeltid och slutliga detaljer. Dessa är de fyra familjerna som oftast ses i kommersiella pressgjutningsoperationer.
Aluminiumlegeringar
Aluminium står för ungefär 80 % av all pressgjutningsproduktion i vikt i Nordamerika. De mest använda legeringarna är A380, A383 och A360. A380 erbjuder en utmärkt balans mellan gjutbarhet, styrka (slutlig draghållfasthet runt 47 000 psi) och korrosionsbeständighet, vilket gör den till standardvalet för fordons- och konsumentelektronikhöljen. Aluminiums låga densitet - ungefär en tredjedel av stål - är en viktig drivkraft för efterfrågan eftersom biltillverkare söker lätta komponenter för att uppfylla målen för bränsleekonomi och elbilars räckvidd. Nackdelen är en högre gjuttemperatur (cirka 1 200°F / 650°C), vilket förkortar matrisens livslängd jämfört med zink.
Zinklegeringar
Zinklegeringar (Zamak 3, Zamak 5, ZA-8) gjuts vid mycket lägre temperaturer (cirka 780°F / 415°C), vilket ger verktygen en dramatiskt längre livslängd - ofta över en miljon skott jämfört med 100 000–400 000 för aluminiumformar. Zinkdetaljer kan gjutas med extremt tunna väggar (ned till 0,4 mm) och mycket fina ytdetaljer, vilket är anledningen till att de används för dekorativa beslag, låskroppar och små mekaniska precisionskomponenter. Zink är tätare än aluminium men dess lägre bearbetningskostnader och längre verktygslivslängd gör det ofta mer ekonomiskt för stora volymer små delar.
Magnesiumlegeringar
Magnesium är den lättaste strukturella metallen som vanligtvis pressgjuten, cirka 33% lättare än aluminium i volym. Legeringar som AZ91D och AM60B används i fordonsinteriörstrukturer, bärbara chassier och elverktygskroppar där vikten är den primära drivkraften. Magnesium kan bearbetas i antingen varm- eller kallkammarmaskiner beroende på den specifika legeringen och önskad delstorlek. Ett viktigt produktionsövervägande: magnesium är brandfarligt i finfördelad form, så skrot och flis kräver noggrann hantering och dedikerade brandsläckningssystem i anläggningen.
Kopparbaserade legeringar (mässing och brons)
Kopparlegeringar kräver de högsta gjuttemperaturerna - ofta över 1 650 ° F (900 ° C) - vilket avsevärt förkortar livslängden och ökar energikostnaderna. Men mässings- och bronsgjutgods erbjuder utmärkt korrosionsbeständighet, god elektrisk ledningsförmåga och ett förstklassigt utseende som gör dem värdefulla i VVS-armaturer, elektriska kontakter och arkitektonisk hårdvara. Pressgjutning av kopparlegeringar representerar en liten men ihållande andel av den totala produktionen eftersom inget annat material matchar dess kombination av egenskaper till en jämförbar kostnad för delar med medelvolym.
Formdesign och verktyg
Formen är den mest kapitalintensiva delen av pressgjutningsprocessen, och dess design avgör direkt detaljkvalitet, cykeltid och produktionsekonomi. En dåligt utformad form kommer att orsaka problem som ingen mängd maskinjustering helt kan fixa.
Matrismaterial
Pressgjutningsverktyg är nästan universellt gjorda av H13 varmbearbetningsstål, härdat till cirka 44–48 HRC. H13 valdes för att den motstår termisk utmattning - den upprepade uppvärmningen och härdningen som skulle knäcka mindre stål inom tusentals cykler. Premiumkvaliteter av H13 med strängare kemikontroller och vakuumbågomsmältning (VAR) kan förlänga livslängden avsevärt. För produktion av mycket hög volym av aluminium använder vissa verksamheter modifierade stål som DIN 1.2367 eller egenutvecklade kvaliteter utvecklade av verktygsleverantörer.
Design av portar och löpare
Där metall kommer in i kaviteten - portens placering - styr fyllningsmönster, luftinneslutning och krympning. Simuleringsmjukvara (Magmasoft, ProCAST, Flow-3D) är nu standardpraxis för formdesign, vilket gör det möjligt för ingenjörer att modellera metallflöde, förutsäga kalla stängningar, identifiera var porositet sannolikt kommer att bildas och optimera placeringen av gate och översvämningsbrunn innan de skär ett enda stålstycke. Att investera i simulering innan verktygstillverkning sparar vanligtvis mycket mer än kostnaden genom att fånga upp problem som annars skulle kräva dyra formmodifieringar.
Dragvinklar och skiljelinjer
Varje vertikal vägg i en formgjutning måste ha en dragvinkel - en liten avsmalning - för att tillåta delen att släppa från formen utan att dra eller fastna. Typiska dragvinklar är 1° till 3° för yttre ytor och 2° till 5° för inre kärnor. Noll-dragväggar är teoretiskt möjliga med speciella beläggningar eller geometrisknep men tillför kostnad och risk. Skiljelinjen är där de två formhalvorna möts; korrekt placering minimerar blixten, förenklar verktygskonstruktionen och gör kosmetiska ytor lättare att kontrollera.
Design av kylsystem
Interna kylkanaler som borras genom formstålet bär temperaturkontrollerat vatten. Deras placering i förhållande till tjocka delar av delen, där värmen är koncentrerad, avgör hur jämnt gjutgodset stelnar och hur snabbt cykeln kan gå. Konform kylning – kanaler som följer formhålighetens konturer snarare än att vara rakborrade – tillverkas i allt högre grad genom additiv tillverkningsskär, vilket möjliggör mer aggressiv värmeutvinning i kritiska zoner och cykeltidsminskningar på 15–25 % i vissa applikationer.
Viktiga processparametrar och hur de kontrolleras
Pressgjutning är inte en ställ-och-glöm-operation. En stabil process av hög kvalitet kräver aktiv övervakning och kontroll av en rad ömsesidigt beroende variabler.
- Metalltemperatur: För varmt ökar krympningporositeten och formerosion; för kallt orsakar felkörningar och kallstängningar. Aluminium hälls vanligtvis vid 1 250 °F–1 350 °F (677 °C–732 °C) beroende på delens geometri och väggtjocklek.
- Insprutningshastighet: Första fasens (långsamma) hastighet fyller löparen; andrafas (snabb) hastighet fyller kaviteten. Grindhastighet - hastigheten med vilken metall passerar genom grinden in i delen - är vanligtvis inriktad på mellan 100 och 180 ft/s för aluminium.
- Intensifieringstryck: Detta tryck appliceras omedelbart efter hålrummets fyllning och packar den stelnande metallen för att minska krympningshåligheter. Typiska förstärkningstryck för aluminium är 8 000–15 000 psi.
- Matrisens temperatur: Munstycket måste nå och bibehålla en termisk jämvikt – vanligtvis 300°F–500°F (150°C–260°C) för aluminium – innan tillverkningsdelar körs. En kall stans orsakar ytdefekter; en överhettad form förlänger cykeltiden och accelererar termisk trötthet.
- Vakuumhjälp: Vissa formgjutningsuppsättningar använder vakuumledningar anslutna till formhåligheten för att evakuera luft före injektion. Att ta bort luft minskar gasporositeten och tillåter högre insprutningshastigheter utan att fånga in gas i delen - särskilt värdefullt för strukturella komponenter som ska värmebehandlas eller svetsas.
Moderna pressgjutmaskiner registrerar varje skotts processdata – kolvposition, hastighet, tryckkurvor – i realtid. Statistiska processkontrolldiagram flagga när parametrar glider utanför fastställda gränser, vilket gör att processingenjörer kan korrigera problem innan skrothastigheten stiger.
Vanliga defekter i formgjutning och deras orsaker
Att förstå defektmekanismer är centralt för att felsöka processen. De flesta defekter går tillbaka till en relativt liten uppsättning grundorsaker.
Porositet
Den vanligaste formgjutningsdefekten. Det finns två typer: gasporositet, orsakad av luft eller löst väte som fångas under fyllningen, och krympningsporositet, orsakad av otillräcklig metall för att mata sammandragande sektioner när de stelnar. Gasporositet visar sig vanligtvis som rundade hålrum nära ytan eller vid de områden som sist ska fyllas. Krympporositeten uppträder som oregelbundna, taggiga hålrum i tjocka tvärsnitt. Åtgärderna inkluderar vakuumassistans, optimerad grinddesign, justerat intensifieringstryck och minskning av väggtjockleken genom omdesign av delar.
Kalla stängningar och felkörningar
En kall stängning visas som en synlig linje på gjutytan där två metallflödesfronter möttes men inte smälte ihop ordentligt eftersom de hade svalnat för mycket innan sammanfogningen. En felkörning är en ofullständig fyllning - en del av kaviteten som helt enkelt inte fick tillräckligt med metall innan den stelnade. Båda orsakas av otillräcklig metalltemperatur, för låg insprutningshastighet, otillräcklig metallvolym eller överdriven kylning av munstycket. Ökande metalltemperatur, insprutningshastighet eller skottvikt löser vanligtvis dessa defekter.
Lödning och formerosion
Lödning sker när aluminiumlegering fastnar på formstålet, drar material från delytan vid utkastning och så småningom bygger upp avlagringar på formen. Det drivs av kemisk reaktion mellan smält aluminium och järn i formstålet, accelererad av hög metalltemperatur och hög porthastighet som påverkar samma formyta upprepade gånger. Skyddsbeläggningar (nitrering, PVD-beläggningar som TiAlN), formtemperaturkontroll och optimerad smörjning minskar lödningsfrekvensen. Allvarliga fall kräver formpolering eller svetsreparation.
Flash
Flash är en tunn metallfena som sprutar ut mellan formhalvorna eller runt ejektorstiften. Det beror på otillräcklig spännkraft, slitna eller skadade skiljelinjeytor eller för högt insprutningstryck. Mindre blixt tas bort i trimpressen; ihållande blixt indikerar ett maskin-, matris- eller processparameterproblem som behöver korrigeras innan det förvärras.
Variationer och avancerade pressgjutningsmetoder
Utöver konventionell högtrycksgjutning, adresserar flera processvarianter specifika delkrav eller kvalitetsmål som standardgjutning inte kan uppfylla.
Vakuumformgjutning
Vakuumpressgjutning evakuerar luft från formhåligheten omedelbart före injektion genom dedikerade vakuumventiler. Restlufttrycket i kaviteten reduceras till under 50 mbar i avancerade system. Resultatet är dramatiskt lägre gasporositet, vilket gör att gjutgods kan värmebehandlas (T5 eller T6) och svetsas - egenskaper som standardpressgjutning inte kan uppnå tillförlitligt. Strukturella bildelar som stöttorn, B-stolpar och batterihöljen tillverkas allt oftare på detta sätt.
Halvfast formgjutning (thixocasting och Rheocasting)
Vid halvfast bearbetning injiceras metallen vid en temperatur mellan dess liquidus och solidus - i ett delvis stelnat, slurryliknande tillstånd. Eftersom metallen är mer viskös och fyller formen på ett mindre turbulent, mer laminärt sätt, reduceras gasinneslutningen avsevärt. Delar som produceras genom reocasting eller tixocasting kan närma sig porositetsnivåerna för smidda delar i vissa geometrier. Processen är mer komplex och dyrare att använda än konventionell pressgjutning, så den är reserverad för högvärdiga komponenter inom flyg-, motorsport- och premiumfordonstillämpningar.
Squeeze Casting
Squeeze casting använder mycket lägre insprutningshastigheter men mycket högt tryck (ofta 10 000–30 000 psi) applicerat och hålls under hela stelningen. Det höga ihållande trycket undertrycker porositeten och förfinar mikrostrukturen, vilket ger gjutgods med mekaniska egenskaper som närmar sig smidesegenskaperna. Aluminiumfälgar för högpresterande fordon är en vanlig applikation för pressgjutning. Cykeltiderna är längre än konventionell pressgjutning, och processen kräver mer noggrann formkonstruktion för tryckfördelning.
Mega-casting (Gigacasting)
En ny utveckling som till stor del drivs av elfordonsindustrin, använder megagjutning maskiner på 6 000 ton eller större för att producera enstaka konstruktionsgjutgods av aluminium som ersätter sammansättningar av dussintals stansade och svetsade ståldelar. Tesla populariserade detta tillvägagångssätt med sin bakre underredsgjutning, som konsoliderar cirka 70 enskilda delar i ett enda skott. Flera andra biltillverkare sätter nu i drift eller använder liknande storformatsgjutningsceller. Det ekonomiska fallet vilar på minskat antal verktyg, enklare monteringslinjer och lägre sammanfogningskostnader, även om det kräver mycket stora maskininvesteringar i förväg.
Pressgjutning kontra andra metallgjutningsprocesser
Pressgjutning är inte det enda sättet att gjuta metalldelar, och det är inte alltid det rätta. Att förstå var det passar i förhållande till alternativ hjälper till att välja rätt process för ett givet projekt.
| Process | Verktygskostnad | Kostnad per del (hög volym) | Dimensionell noggrannhet | Bäst för |
|---|---|---|---|---|
| Högtryckspressgjutning | Hög ($20 000–200 000 $) | Mycket låg | Utmärkt | Högvolym icke-järndelar |
| Permanent formgjutning | Måttlig | Låg | Bra | Medelvolym, tjockare väggar |
| Investeringsgjutning | Måttlig | Hög | Mycket hög | Komplex geometri, järnlegeringar, flyg |
| Sandgjutning | Låg | Måttlig to high | Dålig till rättvis | Låg volume, large parts, iron/steel |
Beslutet beror vanligtvis på volym. Pressgjutningsverktyg för en aluminiumdel kostar vanligtvis mellan $30 000 och $150 000 beroende på komplexitet. Den investeringen är vettig på 50 000 eller fler delar per år men är svår att motivera för några hundra enheter. För lågvolymproduktion är sandgjutning eller investeringsgjutning mer ekonomiskt även om kostnaden per del är högre. För järnlegeringar (stål, järn) används vanligtvis inte pressgjutning alls - investeringsgjutning, sandgjutning eller smide är de lämpliga valen.
Branscher och tillämpningar där pressgjutning dominerar
Pressgjutningens kombination av hastighet, precision och nätformsförmåga har gjort det till standardtillverkningsprocessen för ett brett spektrum av produktkategorier inom flera branscher.
- Fordon: Motorblock (i vissa konfigurationer), växellådshus, oljepumpkroppar, konsoler, dörrhandtag, spegelhus, hjul (pressgjutna) och allt större strukturella komponenter i kropp i vitt. Automotive är den största enskilda marknaden för pressgjutning, och står för över 50 % av den nordamerikanska produktionen i värde.
- Konsumentelektronik: Chassi för bärbara datorer och surfplattor, interna ramar för smartphones, kamerahus och kylflänsstrukturer drar nytta av aluminiums kombination av lätthet, värmeledningsförmåga och strukturell styvhet.
- Industriell utrustning: Växellådshus, pumphus, motorhus och ventilhus tillverkas i stora volymer med konsekvent väggtjocklek och trycktät integritet.
- Telekommunikationsinfrastruktur: 5G-basstationshöljen och värmehanteringskomponenter använder pressgjutning av aluminium för sin kombination av EMI-skärmning, termisk prestanda och dimensionsstabilitet.
- VVS och VVS: Pressgjutna armaturer i mässing och aluminium, ventiler och grenrörsblock installeras i miljontals varje år i bostadsbyggande och kommersiellt byggande.
- Elverktyg och apparater: Motorhus, växellådor och strukturella ramar för elverktyg, gräsmattor och hushållsapparater är beroende av pressgjutning för snäva toleranser och god ytfinish vid höga produktionshastigheter.
Vad du kan förvänta dig när det gäller toleranser, ytfinish och ledtid
Köpare och ingenjörer som specificerar pressgjutna delar behöver realistiska förväntningar på vad processen kan och inte kan leverera utan sekundära operationer.
Dimensionella toleranser
Pressgjutning uppnår snävare toleranser än sandgjutning eller permanent formgjutning, men det är inte en precisionsbearbetningsprocess. Tillgjutna toleranser på ±0,003 till ±0,005 tum per tum är typiska för aluminium. Funktioner som kräver hårdare kontroll - lagerhål, gängade hålpositioner, passande ytor - behöver CNC-bearbetning efter gjutning. North American Die Casting Association (NADCA) publicerar detaljerade toleransstandarder som är industrireferens för att specificera pressgjutna delar.
Ytfinish
Som gjutna ytor på pressgjuten aluminium ligger vanligtvis i intervallet 63–125 Ra mikrotum (1,6–3,2 Ra mikrometer), vilket är tillräckligt jämnt för de flesta funktionella och kosmetiska ändamål utan ytterligare efterbehandling. Zinkgjutgods kan uppnå ännu finare gjutna ytor och ta galvanisering direkt, vilket gör dem att föredra för dekorativ hårdvara som kommer att vara förkromad eller nickelpläterad.
Verktygsledtid och delledtid
Verktygstillverkning för en måttligt komplex gjutform av aluminium kräver vanligtvis 8 till 14 veckor från designgodkännande till första skott. Enkla verktyg kan färdigställas snabbare; stora, flerhåliga eller komplexa stansar kan ta 16–20 veckor. När verktyget är bevisat och i produktion beror ledtiderna för delar på körkvantiteter och schemaläggning, men är vanligtvis 3–6 veckor för standardordrar. Dedikerade högvolymlinjer kan skicka delar med kortare varsel när produktionsschemat är fastställt.