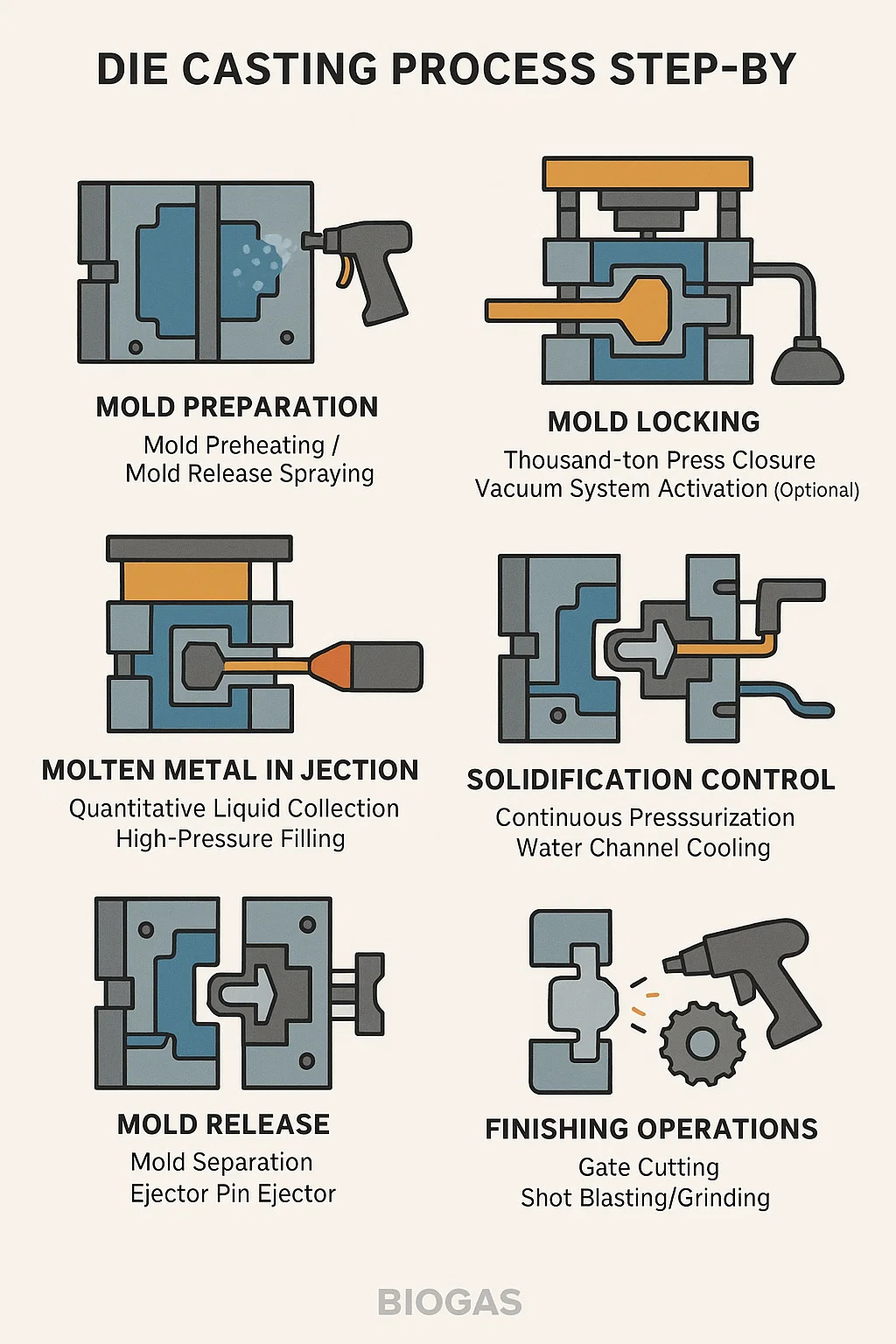
Gjutning Process steg för steg
1. Mögelberedning (kärnsteg)
Mögelförvärmning: Värm stålformen till 150-200 ° C för att förhindra smält aluminium från att stänka eller kalla stängning.
Mögelfrigörande sprutning: Använd en luftmistpistol för att jämnt spruta hålrummet (vattenbaserad emulsion) för att skydda formen och hjälpa till att avmätta.
2. Möglåsning (kritisk säkerhet)
Tusen-ton pressstängning: De övre och nedre formarna är hydrauliskt låsta för att motstå det höga injektionstrycket (> 500 ton klämkraft).
Vakuumsystemaktivering (valfritt): Evakuera luft från mögelhålan för att minska luftporositeten.
3. Molen metallinjektion (höghastighetsinjektion)
Kvantitativ vätskesamling: Smält aluminium (ungefär 660 ° C) är automatiskt sladdmat i injektionskammaren från ugnen.
Högtrycksfyllning: En kolv injicerar smält aluminium i mögelhålan vid kanonbollshastighet (30-100 m/s) och fyller kaviteten inom 0,01-0,3 sekunder.
4. Stelningskontroll
Kontinuerlig trycksättning: Kolven upprätthåller högt tryck i 10-30 sekunder för att kompensera för krympningen av det smälta aluminiumet under stelning.
Vattenkanalkylning: Kallt vatten cirkulerar i formen för att ta bort värmen, vilket gör att delen kan stelna snabbt.
5. Mögelfrigöring
Mögelseparation: Pressen släpps och de övre och nedre formarna öppnas.
Ejektorns ejektor: En inbyggd ejektorstift avkastar delen och tar bort löpare avfall (cirka 30% av materialet).
6. Efterbehandling
Gate Cutting: Hydraulisk skjuvning tar bort grindsystemet och överflödet.
Skott sprängning/slipning: tar bort burrs och avskedslinje blixt.
Värmebehandling (nyckelkomponenter): T6 härdning ökar hårdheten.