Detaljerad förklarig av gemensam yta Defekter in Aluminium pressgjutgods
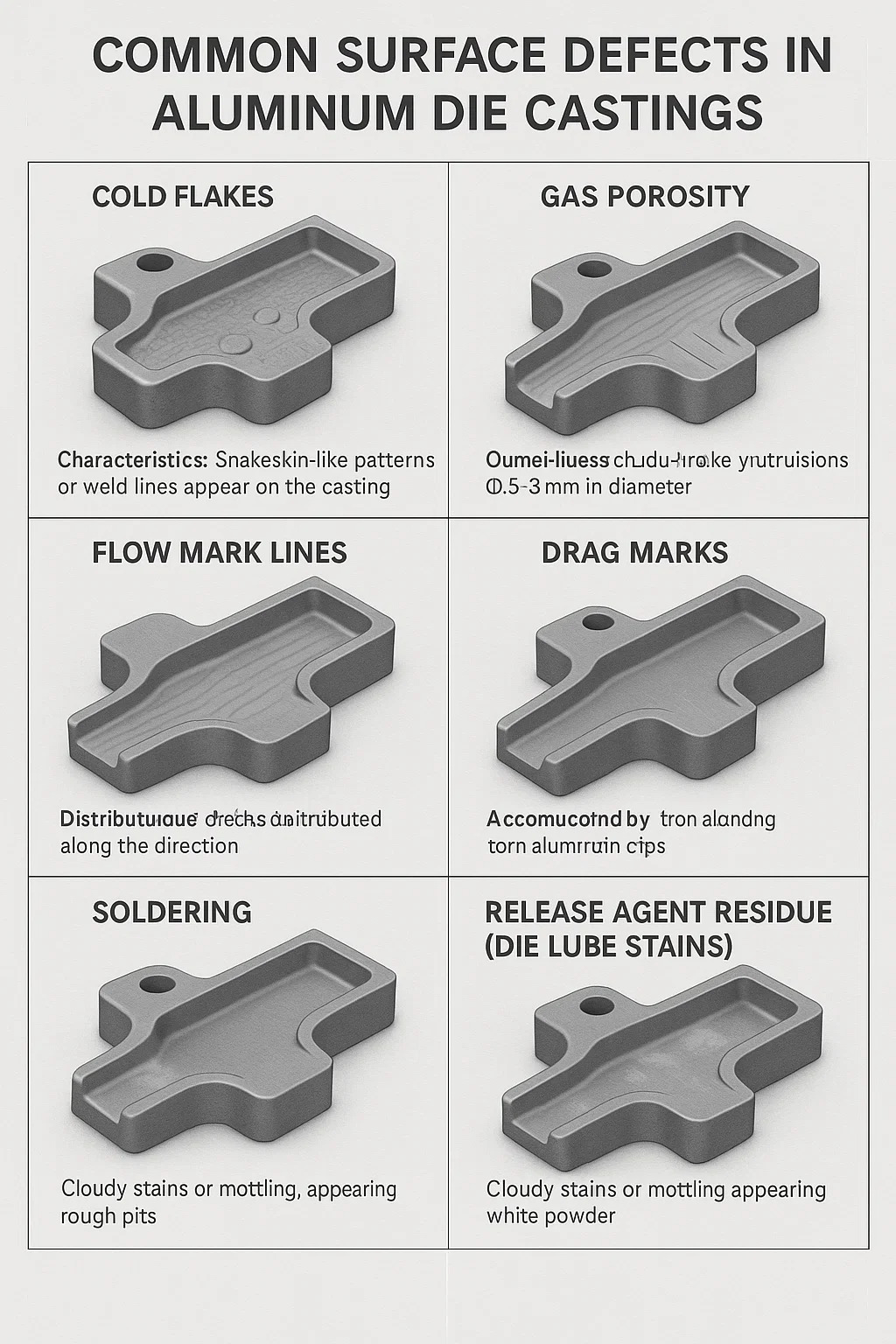
1. Kalla Flingor
Egenskaper: Ormskinnsliknande mönster eller svetslinjer uppträder på gjutytan, och ytan känns ojämn.
Orsak: Låg smält aluminiumtemperatur eller långsam insprutningshastighet, vilket resulterar i att de två aluminiumströmmarna inte smälter samman.
Skador: Kraftig minskning av strukturell hållfasthet, särskilt i tunnväggiga områden som är benägna att spricka.
2. Gasporositet
Egenskaper: Släta, bubbelliknande utsprång (0,5-3 mm i diameter) visas på ytan, som brister för att avslöja hål.
Orsaker:
Dålig formventilation (blockerade ejektorstift/avskiljningsyta)
Generering av ångor med överdriven frisättning
Högriskområden: Rötter av revben och toppar av slutna hålrum.
3. Dra märken
Egenskaper: Långa, linjära repor längs dragriktningen, ibland åtföljda av trasiga aluminiumspån.
Orsaker:
Otillräcklig dragvinkel (t. ex. mindre än 1°)
Repor eller otillräcklig polering på formhålighetens yta.
4. Flödesmärken Linjer
Egenskaper: Vågiga färgränder fördelade längs riktningen för smält aluminiumflöde
Orsaker:
Felaktig grinddesign som leder till turbulent flöde
Aluminiumtemperaturskiktning (snabb ytkylning)
5. Värmekontroll
Egenskaper: Ett nätverk av mikrosprickor, som ofta förekommer i den tjockt tunna övergångszonen
Orsaker:
Lokal formöverhettning (misslyckat kylvattensystem)
För tidig utstötning, ofullständig stelning av delens inre
6. Lödning
Egenskaper: Gjutytan fäster på formstålet och bildar grova gropar
Orsaker:
Direkt aluminiumpåverkan på formstålet (t. ex. direkt grindpåverkan på kärnan)
Nötning av formytbeläggningen
7. Release Agent Residue (Die Lube Stains)
Egenskaper: Grumliga fläckar eller vitt pulver, fläckar efter anodisering
Orsaker:
Dålig finfördelning av sprayen, vilket resulterar i ackumulering i hörn
Ofullständig borttagning under luftblåsningsprocessen