
Aluminiumgjutningsguide
Vad är Aluminiumgjutning Projekt – och varför de dominerar modern tillverkning
Aluminiumgjutningsprojekt sträcker sig över allt från små hobbydrivna bakgårdar till industriella produktionsserier med stora volymer för flyg- och fordonssektorn. Det korta svaret: aluminiumgjutning är en av de mest mångsidiga, kostnadseffektiva och skalbara metallbearbetningsmetoderna som finns tillgängliga idag, och utbudet av livskraftiga projekt - från prydnadsträdgårdsskulpturer till strukturella motorblock - är verkligen enormt. Om du utvärderar om en aluminiumgjutning passar din applikation är svaret nästan alltid ja, förutsatt att du väljer rätt gjutprocess för din geometri, toleranskrav och produktionsvolym.
Aluminiums densitet ligger på ungefär 2,7 g/cm³ , mindre än en tredjedel av stål, men moderna aluminiumlegeringar når draghållfastheter över 500 MPa. Det här förhållandet mellan styrka och vikt är det som har drivit aluminiumgjutning till så många krävande sektorer. Den globala aluminiumgjutmarknaden värderades till cirka 67,5 miljarder USD 2023 och förväntas överstiga 95 miljarder USD år 2030, enligt data publicerad av Grand View Research – en sammansatt årlig tillväxttakt som till stor del drivs av användning av elfordon (EV) och lättviktsmandat inom transportindustrin.
Den här artikeln täcker hela landskapet: de viktigaste gjutprocesserna, de bästa aluminiumlegeringarna för specifika projekttyper, designregler som förhindrar defekter, verkliga projektexempel med produktionsdata, efterbehandlingstekniker och en ärlig titt på kostnads- och ledtidsförväntningar. Oavsett om du är en tillverkare som planerar en första sandgjutning eller en produktingenjör som utvärderar pressgjutningsverktyg, är informationen nedan organiserad för att vara omedelbart användbar.
Aluminiumgjutningsprocesserna med fem kärnor — jämförda sida vid sida
Att välja rätt process är det enskilt mest avgörande beslutet i ett aluminiumgjutprojekt. Varje metod erbjuder en annan balans mellan verktygskostnad, ytfinish, dimensionell tolerans, minsta väggtjocklek och ekonomisk orderkvantitet. Tabellen nedan destillerar de praktiska avvägningarna.
| Process | Verktygskostnad | Ytfinish (Ra) | Tolerans (typiskt) | Bästa volymintervall | Min. Väggtjocklek |
|---|---|---|---|---|---|
| Sandgjutning | Låg ($500–$5 000) | 12–25 µm | ±0,5–1,5 mm | 1–5 000 st | 3–5 mm |
| Permanent mögel (Gravity Die) | Medium ($5 000–$30 000) | 3–6 µm | ±0,25–0,5 mm | 1 000–50 000 st | 2–3 mm |
| Högtrycksgjutning (HPDC) | Hög ($20 000–200 000 $) | 1–2 µm | ±0,05–0,15 mm | 10 000–1 000 000 st | 0,8–1,5 mm |
| Investeringsgjutning (förlorat vax) | Medium-Hög ($3 000–$50 000) | 1,5–3 µm | ±0,1–0,25 mm | 100–20 000 st | 1–2 mm |
| Lost Foam Casting | Låg-Medium ($1 000–$15 000) | 5–10 µm | ±0,3–0,8 mm | 500–30 000 st | 2–4 mm |
Sandgjutning: Ingångspunkten för anpassade aluminiumprojekt
Sandgjutning är fortfarande den mest tillgängliga aluminiumgjutmetoden för specialarbete, lågvolyms- eller prototyparbete. Grön sand (en blandning av kiseldioxidsand, bentonitlera och fukt) packas runt ett trä- eller uretanmönster, mönstret tas bort och smält aluminium - vanligtvis vid 660–720°C - hälls i hålrummet. Cykeltiderna är långsamma jämfört med pressgjutning, men det finns i princip ingen övre storleksgräns. GM Casting-fabriken i Defiance, Ohio, häller motorblock i sandgjutna aluminium som väger över 40 kg vardera med hjälp av automatiserade gjutningslinjer för tändsticksplattor – vilket visar att sandgjutning blir längre än hobbyanvändning när den används på rätt sätt.
För bakgårdsgjuteriprojekt är grön sand billig att blanda och återanvända. En grundläggande tvådelad kolvuppställning kan ge utmärkta resultat med legeringar som A356 eller 319. Den kritiska variabeln är fukthalten: för våt ger ångporositet; för torra kollapsar. Målet är ungefär 2–4 viktprocent fukt , kontrolleras enkelt med ett nyptest.
Högtrycksgjutning: volym, precision och tunna väggar
HPDC sprutar in smält aluminium i ett härdat stålmunstycke vid ett tryck på 10–175 MPa fyller hålrummet på millisekunder. Processen är exceptionellt snabb – cykeltider på 30–120 sekunder är vanliga för delar med medelkomplexitet – och producerar nästan nätformade delar med så låga väggtjocklekar som 0,8 mm i optimerade konstruktioner. Bilsektorn är den dominerande användaren. Enligt Aluminiumföreningen har ca 75 % av alla aluminiumgjutgods för bilar produceras via HPDC, inklusive motorvevhus, transmissionshus, och i allt högre grad, stora strukturella komponenter som produceras av megagjutmaskiner (gigapressar) med spännkrafter på upp till 9 000 ton, en teknik som tagits fram av Tesla och nu anammats av Toyota, Volvo och andra.
Den huvudsakliga kompromissen med HPDC är porositet: luftinneslutning under snabb fyllning skapar mikroskopiska tomrum som kan äventyra strukturell integritet och förhindra värmebehandling. Vakuumassisterad pressgjutning (VADC) minskar detta avsevärt, vilket möjliggör T6 värmebehandling och pressar draghållfastheten över 300 MPa även med sekundära kisellegeringar.
Aluminiumgjutlegeringar — Matchande material till projektkrav
Inte alla aluminiumlegeringar häller eller fungerar på samma sätt. Gjutaluminiumlegeringar betecknas med ett fyrsiffrigt system (t.ex. A380, A356, 319) som indikerar deras primära legeringselement och sammansättning. Valet av legering påverkar flytbarhet, varmrivningsbeständighet, mekanisk hållfasthet, korrosionsbeständighet och bearbetbarhet - som alla varierar avsevärt mellan legeringsfamiljerna.
A380
A380 — HPDC-arbetshästen för alla ändamål
A380 (Al-Si8.5Cu3.5) står för över 85 % av alla pressgjutgods av aluminium i Nordamerika, enligt Aluminium Association. Dess höga kiselhalt (7,5–9,5 %) ger utmärkt flytbarhet och minimal krympning, medan koppartillsatser ökar draghållfastheten till 317 MPa i gjutning. Ej lämplig för anodisering (kopparhalt orsakar fläckar), men tål pulverlackering och färg exceptionellt bra. Används för elektronikkapslingar, bilfästen, elverktygshöljen och pneumatiska grenrör.
A356
A356 — Struktur- och utseendelegeringen
A356 (Al-Si7Mg0.3) är standardvalet för sand och permanenta mögelprojekt där T6 värmebehandling planeras. Efter lösningsbehandling vid 538°C och artificiell åldring vid 154°C, ger A356-T6 en draghållfasthet på 262 MPa och sträckgräns 186 MPa — avsevärt bättre än gjutna värden. Låg kopparhalt betyder att den anodiserar rent, vilket gör den populär för arkitektoniska gjutgods, belysningsarmaturer, eftermarknadshjul och flyghus. Legeringens utmärkta svetsbarhet är en sekundär fördel för reparations- eller tillverkningsarbeten.
319
319 — Bil- och allmänteknik
319 (Al-Si6Cu3.5) är det traditionella valet för sandgjutna motorkomponenter - cylinderhuvuden, insugningsrör och transmissionshus. Dess kopparhalt ger god hållfasthet vid förhöjda temperaturer, vilket har betydelse när driftsmiljön överstiger 150°C. Ford, GM och Chrysler har använt 319-familjens legeringar i årtionden i tryckstångs- och OHC-motorhuvuden. Legeringsmaskinerna rengör och accepterar hårdanodisering någorlunda bra om kopparhalten kontrolleras till den nedre delen av specifikationen.
535
535 (Almag 35) — Marina och korrosionsbeständiga projekt
För projekt som utsätts för saltvatten eller miljöer med hög luftfuktighet - marin hårdvara, kustnära arkitektoniska element, kemisk bearbetningsutrustning - erbjuder 535 (Al-Mg6.8) exceptionell korrosionsbeständighet, bra svetsbarhet och en naturlig ljus finish efter anodisering. Dess lägre kiselinnehåll gör det svårare att gjuta (högre känslighet för varmrivning) och kräver noggrann grinddesign och kontrollerade hälltemperaturer. Draghållfastheten i gjutning är ungefär 240 MPa , jämförbar med A356-T6 utan behov av värmebehandling.
Exempel på projekt för aluminiumgjutning i verkliga världen över branscher
Bredden av aluminiumgjutningsprojekt i aktiv produktion är större än de flesta inser. Exemplen nedan täcker hobby-, industri-, arkitektur- och konsumentproduktsammanhang, var och en med relevant process- och legeringsdata.
01
Bakgårdsgjuteri: Knivskydd och bolster i sandgjuten aluminium
Ett populärt aluminiumgjutprojekt på ingångsnivå i tillverkargemenskapen involverar sandgjutningsknivskydd, fingerskydd och bolster för anpassade blad. Delarna är små (vanligtvis under 50 g), geometriskt enkla och tål den ytjämnhet som är typisk för grönsandgjutning. A356 eller skrotkolvar (ofta 4032 legering) fungerar bra. Smälttemperaturen bör hållas vid 700–730°C för att säkerställa fullständig fyllning utan överdriven gasabsorption. Efterbehandling med 120- till 600-korn vått-och-torrt sandpapper följt av polering ger ett nästan spegelutseende utan värmebehandling efter gjutning.
02
Arkitektonisk aluminiumgjutning: pelarkapslar, räcken och prydnadspaneler
Arkitektoniska aluminiumgjutprojekt har en lång historia - aluminiumkåpan på Washington Monument, installerad 1884, är fortfarande en av de tidigaste registrerade användningarna av precisionsgjutning av aluminium. Moderna arkitektoniska projekt använder permanent form eller sandgjutning med A356 eller 535 legeringar. Typiska applikationer inkluderar dekorativa trappräcken, dekorativa pelarekapitäler, byggnadsfasadpaneler och anpassade dörrbeslag. Anodisering – särskilt anodisering med hård beläggning till 25–50 µm – ger ett hållbart korrosionsskydd med lågt underhåll som kan färgas för att matcha designspecifikationerna. Flera tillverkare i Gulf Coast-regionen levererar sandgjutna arkitektoniska element med ledtider på 4–8 veckor för anpassade mönster .
03
Fordon: HPDC-motorblock och gjutgods
Moderna kompakta bilmotorer använder aluminiumlegeringsblock nästan universellt. BMW N52 inline-six, som introducerades 2004, använder ett magnesium-aluminiumkompositblock med en gjuten aluminiumbottenplatta och ett vevhus från A380 - en design som rakade 10 kg från den tidigare järnblocksmotorn. Samtida EV-batteritrågstrukturer, som de som används i Rivian och Hyundai Ioniq-plattformar, är HPDC-aluminiumgjutgods med flera kaviteter med integrerade kylkanaler, som kombinerar upp till sju tidigare separata stansade och svetsade delar till en enda nätformad gjutning. Denna konsolidering minskar monteringstiden och förbättrar strukturens styvhet vid ungefär 30 % lägre massa jämfört med motsvarande stålkonstruktioner.
04
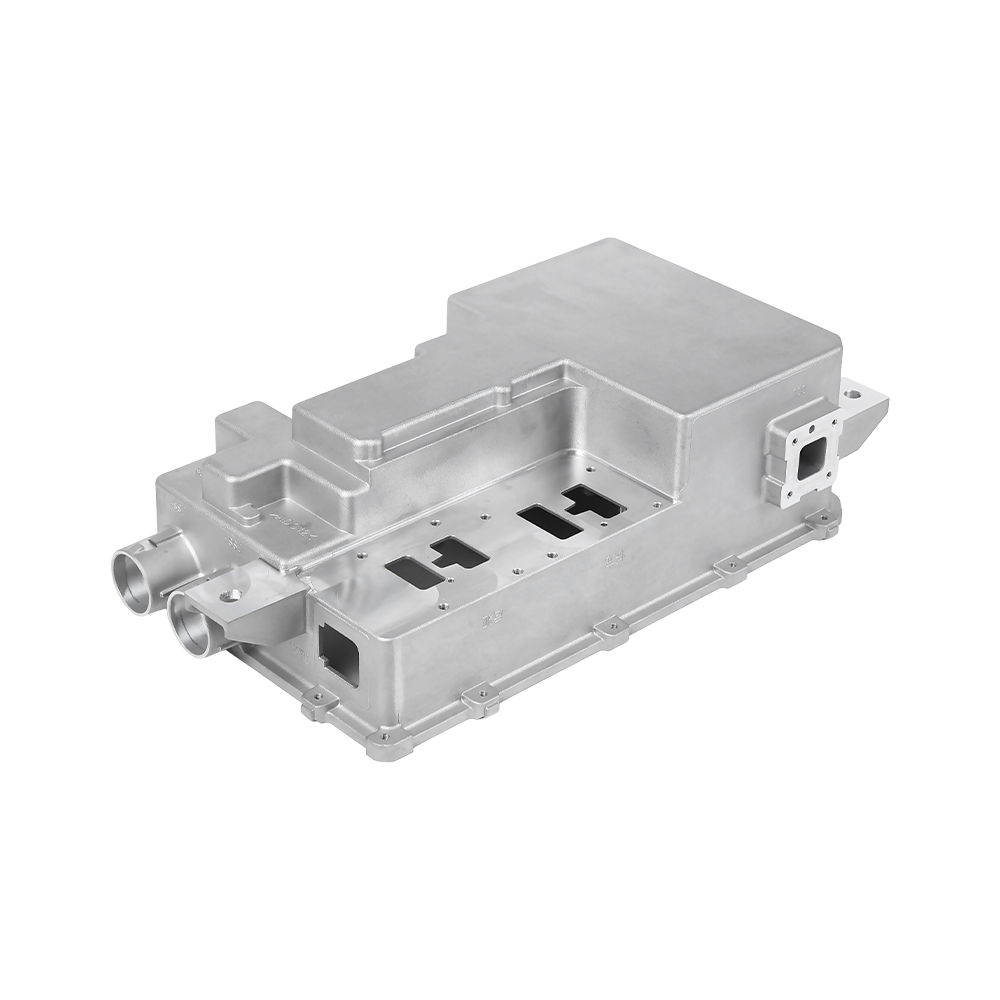
Elektronikkapslingar: Termisk hantering genom gjutning
Högeffektselektronik – motordrivningar, växelriktare, telekombasstationsförstärkare, LED-drivrutiner – använder ofta aluminiumgjutning för kapslingar eftersom materialet fungerar som både hölje och kylfläns. A380 HPDC-kapslingar med integrerade fenor uppnår termiska motståndsvärden på 0,5–1,5°C/V i naturlig konvektion, tillräckligt för många industriella tillämpningar utan forcerad luft. För RF-skärmningstillämpningar ger en väggtjocklek på 3–5 mm i A380 effektiv dämpning över 500 MHz. Investeringsgjutning är att föredra när komplex intern flödeskanalgeometri behövs för vätskekylda kalla plattor.
05
Aerospace: Investeringsgjutna strukturella konsoler och bostäder
Investeringsgjutning med A356 eller A357 legeringar är standardpraxis för flygplansfästen, flygelektronikhus och hydrauliska grenrör där geometrikomplexitet och snäva toleranser eliminerar bearbetning som ett kostnadseffektivt alternativ. Typiska aluminiuminvesteringsgjutgods som används i flygplan uppnår dimensionstoleranser på ±0,13 mm och ytfinish på 3,2 µm Ra utan ytterligare bearbetning. Processen tillåter underskärningar, tunna väggar och organiska konturer som sandgjutning inte kan producera tillförlitligt. Företag som Precision Castparts och Hitchiner Manufacturing levererar sådana investeringsgjutgods för flygindustrin till Boeing, Airbus och Lockheed Martins plattformar.
06
Konst och skulptur: Lost Foam Aluminium Casting Projects
Förlorat skumgjutning är populärt bland skulptörer och konstnärer eftersom EPS-skum kan formas, snidas och monteras utan någon dragvinkel eller kärnlåda - skummet förbrukas av det smälta aluminiumet under gjutningen, vilket lämnar en exakt kopia av originalmodellen. Gemenskapskonstgjuterier i städer som Chicago och Portland erbjuder öppen tillgång till gjutningssessioner av förlorat skumaluminium. Valet av legering är mindre kritiskt för rent dekorativa delar; sekundärt A380 eller 383 skrot ger adekvata resultat med god flytbarhet. Häller använder vanligtvis en 2–4 mm inlopps- och stigarsystem i förhållande till delvolymen för att säkerställa fullständig fyllning av tunna skulpturala detaljer.
Designregler som förhindrar defekter i aluminiumgjutprojekt
De flesta gjutdefekter i aluminium är designade i, inte tillverkade i. Genom att följa etablerade riktlinjer för design-for-casting (DFC) under CAD-fasen elimineras majoriteten av porositets-, kallstängnings-, felkörnings- och hot-tear-fel innan en enda form skärs. Följande regler gäller i stort sett för processer för sand, permanent form och pressgjutning, med processspecifika justeringar noterade.
Väggtjocklekslikformighet
Ojämn väggtjocklek skapar differentiella kylningshastigheter som driver krympningporositeten mot det sist-till-stelna-området. Det rekommenderade designmålet är en väggtjockleksvariation på högst 2:1 mellan intilliggande sektioner . Där tunga utsprång eller flänsar är oundvikliga, minskar urkärning av material eller blanda övergångar med generösa radier den termiska massskillnaden. För HPDC, mål en nominell väggtjocklek på 2–4 mm för de flesta strukturella tillämpningar; väggar över 6 mm börjar ackumulera gasporositet om inte vakuumassisterad fyllning används.
Filéer och radier vid alla inre hörn
Skarpa inre hörn koncentrerar stress och skapar heta punkter under stelningen. En minsta inre kälradie på 1,5 × väggtjocklek rekommenderas av ASM Internationals riktlinjer för aluminiumgjutning. Även en radie på 1 mm minskar dramatiskt spänningskoncentrationsfaktorer jämfört med ett riktigt skarpt hörn. Yttre hörn kan vara vassare (minst 0,5 mm radie) men ska aldrig vara helt fyrkantiga i gjuten aluminium.
Dragvinklar för formsläpp
Alla ytor parallella med formdragningsriktningen kräver dragvinklar. Standardminimum är 1–2° för sandgjutning, 1–3° för permanent form och 0,5–1,5° för HPDC på utvändiga ytor (något mer på invändiga ytor eftersom gjutgodset krymper på kärnor). Otillräckligt drag leder till slitage, kärna brott och utdragssvårigheter som till slut skadar gjutgodset. Ytor som vetter mot mögel bör inte ha något drag; ange tydligt på ritningen vilken riktning som är avskiljningsplanet.
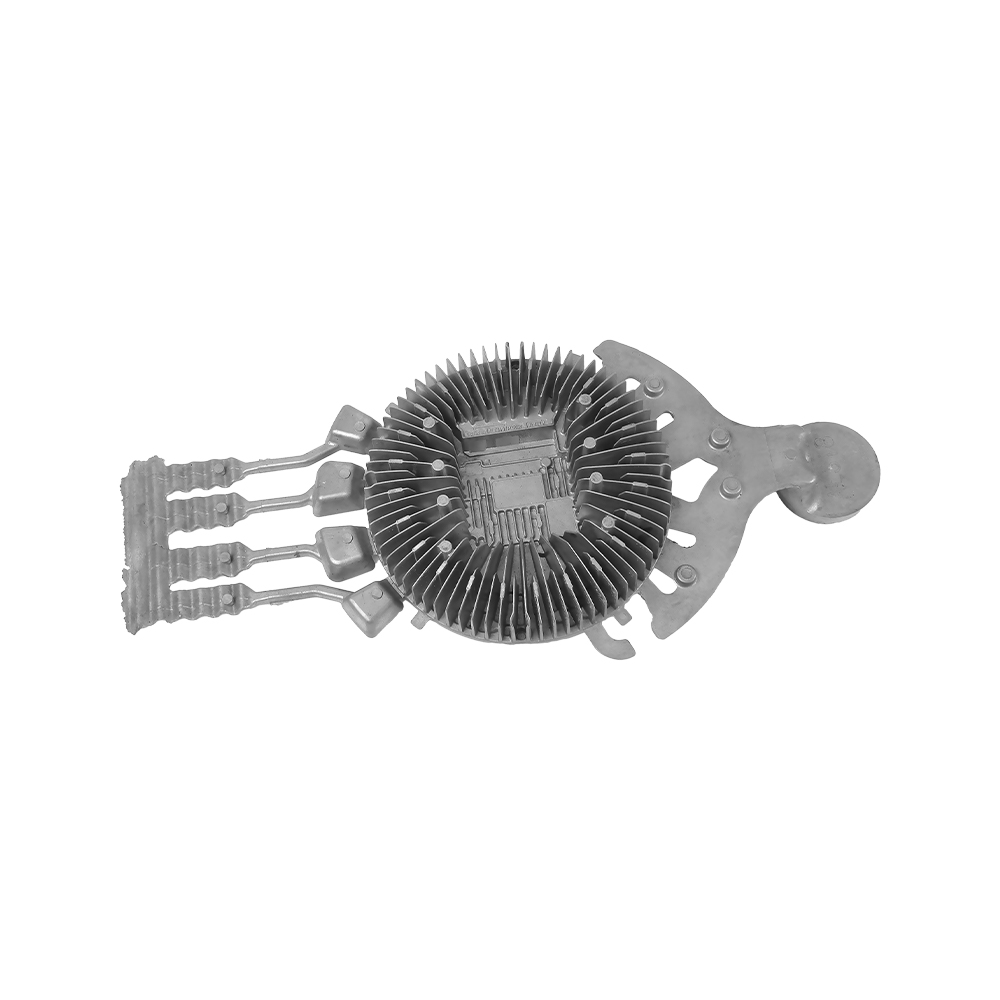
Gating och Risering för riktad stelning
Bra grinddesign matar flytande metall successivt från tunna till tjocka sektioner, vilket säkerställer att de tyngsta områdena förblir anslutna till en vätskebehållare - stigröret - tills det stelnar helt. Chvorinov-regeln (stelningstid proportionell mot (Volym/Ytarea)²) styr storleken på stigaren: en stigare måste ha en modul som minst 1,2× det för den tyngsta delen den matar. Simuleringsmjukvara som MAGMASOFT, Flow-3D och ProCAST används i stor utsträckning för att validera gating- och stigardesign innan man skär produktionsverktyg, vilket minskar trial-and-error-kostnaderna avsevärt.
Gäng- och skärdesign i gjuten aluminium
Gjuten aluminium är för mjukt för direkta grova gängor i hårt åtdragna fästelement. Alternativen inkluderar: (1) gjutning av gängade insatser av stål eller mässing — Heli-Coil och E-Z Lok-produkter är populära för eftermontering; (2) använda bearbetade trådar efter gjutning med minst 1,5× gängdiameter ingreppslängd ; eller (3) specificering av ultraljudsinsatsinstallation för termoplastintilliggande konstruktioner. HPDC-delar kan innehålla kärnhål till en minsta diameter på 2,0 mm med noggrann formkonstruktion, vilket minskar kraven på eftergjutningsborrning.
Smältkvalitetskontroll — Steget de flesta nybörjare förbiser i aluminiumgjutning
Kvaliteten på det smälta aluminiumet vid hällpunkten bestämmer kvalitetstaket för den färdiga gjutningen. En perfekt designad del gjuten av dåligt förberedd metall kommer fortfarande att uppvisa porositet, oxidinneslutningar och minskade mekaniska egenskaper. Erfarna gjuterioperatörer behandlar smältberedning lika seriöst som formdesign.
Väteporositet: Den vanligaste aluminiumgjutningsdefekten
Aluminium löser lätt väte i flytande tillstånd - flytande aluminium vid 750°C kan hålla cirka 0,65 cm³ per 100 g metall , jämfört med bara 0,034 cm³ per 100 g i fast tillstånd (enligt data från Aluminium Association). När smältan stelnar kasseras den stora majoriteten av det upplösta vätet och bildar mikroskopiska bubblor - porositet - genom hela gjutningen. De primära vätekällorna är luftfuktighet, vått skrot, oljiga returer och vått flussmedel.
Avgasning med torrt kväve eller argon genom en roterande avgasningsenhet (SNIF-process eller motsvarande) reducerar löst väte till under 0,10 cm³ per 100 g i kommersiell praxis — långt under tröskeln för synlig porositet i de flesta gjutgeometrier. Hobbyister utan roterande avgasningsutrustning kan använda hexakloretantabletter (med lämplig ventilation - processen genererar klorgas) eller helt enkelt minimera fuktexponeringen för smältan genom att förvärma alla verktyg och hålla ugnens lock stängda.
Oxidinneslutningar och flödespraxis
Aluminium oxiderar omedelbart vid exponering för luft och bildar en tunn men ihållande aluminiumoxid (Al₂O₃) hud. Turbulent hällning viker denna hud in i smältan, vilket skapar oxidbifilmer som fungerar som sprickinitieringsställen i det stelnade gjutgodset. Den avlidne professorn John Campbell vid University of Birmingham tillbringade decennier med att dokumentera hur oxidbifilmer är grundorsaken till de flesta mekaniska egenskaper vid aluminiumgjutning – draghållfasthetsvariationer på 30–40 % i identiska gjutgods går ofta tillbaka till bifilmdistribution.
Praktiska motåtgärder inkluderar: skänkar med bottenhäll istället för skänkar med övre läppar, keramiska skumfilter i grindsystemet (20–30 ppi för aluminium), minskad hällhöjd och kontrollerad hällhastighet samt minimering av turbulens vid formingången. Flussmedelstillsatser (som täcker flussmedel som kaliumklorid/natriumkloridblandningar) skyddar smältytan från atmosfärisk oxidation mellan upphettningar och hjälper till att smälta samman oxidpartiklar för skumning innan den hälls.
Temperaturkontroll och överhettning
De flesta aluminiumgjutlegeringar har likvidustemperaturer mellan 555°C och 615°C . Hällning vid överhettning (mer än 80–100°C över liquidus) ökar gasabsorptionen, oxidbildningen och formerosionen i HPDC. Att hälla för kallt skapar felkörningar och kalla stängningar — områden där metallfronten stelnar innan formen fylls. Den optimala hälltemperaturen för de flesta applikationer ligger mellan 680°C och 740°C , där formtemperaturen också spelar en viktig roll: permanenta formar förvärms vanligtvis till 200–350°C för aluminium.
Eftergjutning: Värmebehandling, bearbetning och ytbehandling
De flesta aluminiumgjutprojekt kräver åtminstone en del eftergjutningsarbete. Operationerna nedan presenteras i den ordning de normalt skulle utföras i produktionen.
Steg 1
Degering och Shakeout
Sandgjutgods skakas ut ur formen när de stelnat (vanligtvis inom 5–30 minuter beroende på vikten). Löpar och stigare avlägsnas genom sågning, slipning eller hydraulisk brytning. HPDC-delar trimmas i en dedikerad trimform som skär blixt och löpare i ett enda tryck, med cykeltider på 5–15 sekunder per del. Skiljelinjeblixt på sandgjutgods kräver vanligtvis handslipning för att smälta samman med gjutytan.
Steg 2
Värmebehandling (när specificerat)
T6-tempereringsbeteckningen - lösningsvärmebehandling följt av artificiell åldring - är den mest specificerade värmebehandlingen för aluminiumgjutgods. För A356:
- Lösningsbehandling: 538°C ± 6°C i 4–12 timmar (beroende på snitttjocklek)
- Släckning: vatten vid 60–80°C (varm släckning minimerar kvarvarande spänningsförvrängning)
- Ålder: 154°C ± 6°C i 6–12 timmar
Denna sekvens löser Mg2Si-fällningar i lösning och återutfäller dem som en fin dispersion som hindrar dislokationsrörelse, vilket ökar sträckgränsen från ca. 83 MPa (F-temperering) till 186–207 MPa (T6-temperering) .
Steg 3
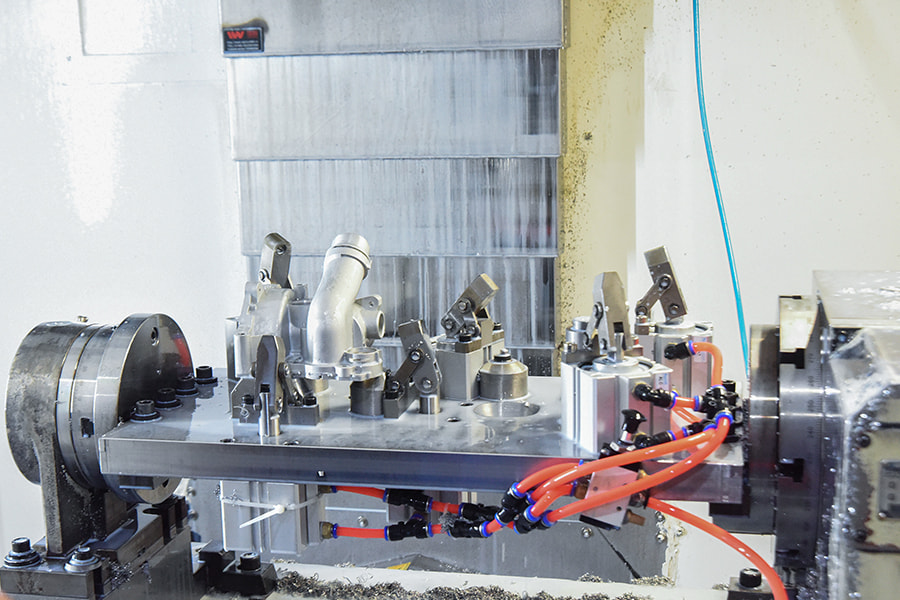
CNC-bearbetning av kritiska ytor
Maskiner i gjutna aluminium är exceptionellt bra - livslängden är normalt 10–20× längre vid bearbetning av aluminium kontra stål vid likvärdiga spånbelastningsförhållanden. Höghastighets CNC-bearbetning av gjutet aluminium använder hårdmetallverktyg, skärhastigheter på 300–600 m/min (ytfot per minut: 1 000–2 000) och översvämningskylvätska eller minsta smörjning (MQL). Datumfunktioner som är bearbetade i gjutgodset – dynor, hål och lokaliseringshål – fastställer referensramen för alla efterföljande bearbetningsoperationer. För HPDC-delar med stora volymer är dedikerade överföringslinjer med cykeltider under 60 sekunder per del vanliga i gjutceller för bilar.
Steg 4
Ytbehandlingsalternativ för aluminiumgjutgods
Utbudet av efterbehandlingsalternativ för aluminiumgjutprojekt är brett:
- Anodisering: Elektrokemisk oxidation som ger ett tätt aluminiumoxidskikt på 5–25 µm (Typ II) eller 25–100 µm (Typ III hårdanodisering). Ger utmärkt korrosions- och slitstyrka. Bäst med A356 eller 535 legeringar.
- Pulverlackering: Elektrostatisk applicering av värmehärdande polymerpulver, härdat vid 160–200°C. Utmärkt UV-beständighet, brett färgområde, kostnadseffektivt för medelstora till höga volymer. Kompatibel med alla gjutlegeringar.
- Kromatomvandlingsbeläggning: Trivalent kromat (Alodine/Iridite) ger korrosionsskydd och färgvidhäftningsprimer för flyg- och försvarstillämpningar. RoHS-kompatibel med trivalenta formuleringar.
- Kulblästring och vibrationsgradning: Mekanisk ytbehandling som tar bort grader, förbättrar ytans utseende och kan användas för att skapa kompressiva restspänningar (kulblästringsvariant) som förbättrar utmattningslivslängden med upp till 30 %.
- Elektrolös nickelplätering: Avsätter ett enhetligt 10–50 µm nickel-fosforskikt som avsevärt förbättrar hårdheten (500–700 HV efter värmebehandling) och slitstyrkan, som används för formar, bussningar och glidytor.
Kostnadsstruktur för aluminiumgjutningsprojekt — vad driver priset
Att förstå kostnadsdrivkrafterna hjälper projektingenjörer att fatta bättre beslut om processval och ger inköpsteam ett ramverk för att utvärdera offerter från gjutningsleverantörer.
Felsökning av vanliga gjutdefekter i aluminium
Även erfarna gjuterioperatörer stöter på defekter. Tabellen nedan kartlägger de vanligaste aluminiumgjutdefekterna till deras grundorsaker och korrigerande åtgärder.
| Defekt | Utseende | Primär orsak | Korrigerande åtgärd |
|---|---|---|---|
| Gasporositet | Runda tomrum, släta väggar, slumpmässig fördelning | Upplöst väte i smälta | Avgassmälta; torka alla verktyg och skrot; minska överhettning |
| Krympningsporositet | Oregelbundna hålrum, grova väggar, i tunga partier | Otillräcklig utfodring/risering | Öka stigarstorleken; lägg till frossa till tunga sektioner; omdesign för enhetlig vägg |
| Cold Shut | Linjär söm på ytan, svagt gränssnitt | Två metallfronter som svalnade innan mötet | Öka hälltemperaturen; förbättra gating för att slå samman flöden tidigare |
| Hot Tearing | Trasig spricka vid filé- eller sektionsbyte | Termisk spänning under stelning i sena stadiet | Öka filéradier; lägga till flexibilitet till kärnor; förvärm formen |
| Oxidinneslutningar | Mörka ränder eller filmer synliga på den bearbetade delen | Turbulent hällande, vikta oxidskal | Minska hällhöjden; använd keramiskt skumfilter; undvika omsmältning av slagg |
| Felkörning | Ofullständig fyllning, rundade ofullständiga kanter | Metall för kallt, tunn sektion, dålig ventilation | Öka hälltemperaturen; förtjocka tunna väggar; lägg till ventiler i formen |
Hållbar aluminiumgjutning — Återvinning, energi och den cirkulära ekonomin
Aluminium är den mest återvinningsbara strukturella metallen i vanligt bruk, och denna egenskap förändrar i grunden hållbarhetskalkylen för aluminiumgjutprojekt jämfört med stål- eller zinkalternativ. Återvinning av aluminium kräver endast 5 % av energin som behövs för att producera primäraluminium från bauxitmalm — cirka 2–3 kWh/kg för sekundär jämfört med 45–55 kWh/kg för primärproduktion (data från International Aluminium Institute, 2023). Skillnaden i koldioxidavtryck är lika dramatisk: sekundärt aluminium genererar ungefär 0,5–1,0 kg CO₂ per kg metall jämfört med 8–12 kg CO₂ per kg för koldriven primärsmältning.
Över 75 % av allt aluminium som någonsin producerats används fortfarande idag , enligt Aluminiumföreningen. Fordonssektorn har den högsta aluminiumåtervinningsgraden av alla slutanvändningar - uttjänta fordon ger en tät, segregerad källa av rent gjutlegeringsskrot som flödar tillbaka till sekundär HPDC-legeringstillverkning med minimal kvalitetsförsämring. Denna effektivitet med slutna kretsar är en anledning till att biltillverkare citerar aluminiumgjutning som ett hållbarhetspositivt designval även på energiintensiva fordonsplattformar.
För gjuteriverksamhet bidrar energiåtervinning från ugnsavgaser, övervakning av smältkemi i realtid för att minimera omsmältningscykler och ugnsfoder av keramisk fiber som minskar värmeförlusten med 15–25 % jämfört med äldre eldfasta konstruktioner, alla bidrar till minskade miljöavtryck i moderna aluminiumgjutanläggningar. Flera europeiska gjuterier – inklusive Rheinfelden Alloys och Novelis – har förbundit sig till kolneutrala aluminiumgjutningsoperationer till 2030 genom en kombination av förnybar energiförsörjning och offsetprogram.
Nya trender inom aluminiumgjutning — vad som förändrar branschen
Aluminiumgjutningsindustrin genomgår en meningsfull teknisk förändring driven av elektrifiering, digital tillverkning och utveckling av nya legeringar. Att förstå dessa trender är relevant för alla som planerar fleråriga aluminiumgjutningsprogram.
Mega-gjutning och strukturell integration
Teslas användning av 6 000-tons och 9 000-tons gigapressar för att gjuta hela elbilars bakre underredessektioner som en enda aluminiumpressgjutning – som ersätter 70–100 individuella stämplade och svetsade delar – har väckt stort intresse inom bilindustrin. Toyota, Volvo, General Motors och flera kinesiska OEM-tillverkare har annonserat liknande program. Gjutgodset använder anpassat högvakuumpressgjutning med Al-Si-Mg-legeringar speciellt utvecklade för strukturell megagjutning, för att uppnå töjningar över 10 % och draghållfastheter över 250 MPa i gjutning, utan värmebehandling. Denna utveckling förändrar i grunden ekonomin för tillverkning av karossstrukturer vid volymer över 100 000 enheter per år.
3D-tryckta sandformar och kärnor
Binder jet printing av kiseldioxidsandformar (med system från ExOne/Desktop Metal, Voxeljet och Viridis3D) har tagit bort mönsterframställningssteget från sandgjutning, vilket möjliggör tillverkning i ett stycke av komplexa aluminiumgjutgods med inre passager som är geometriskt omöjliga att kärna ut med konventionella metoder. Ledtiden från CAD-fil till den första gjutna delen är nu 3–5 arbetsdagar med tryckta sandformar, kontra 4–8 veckor för konventionella mönster och verktyg. Ford, John Deere och flera flygföretag använder tryckta sandformar för prototyper och lågvolymproduktion av aluminiumgjutgods, med delkostnader som är konkurrenskraftiga med bearbetade alternativ för komplexa geometrier.
Processövervakning i realtid och AI-kvalitetskontroll
Sensormatriser inbäddade i pressgjutningsmaskiner fångar nu skotttryckprofiler, formyttemperaturer och metallhastighetsdata i millisekunders upplösning. Maskininlärningsmodeller som tränats på historiska defektdata kan förutsäga krympningporositet och kallstängningssannolikhet från skottprofilsignaturer innan delen tas bort från formen – vilket möjliggör automatisk avvisning av bilder som inte är specifikationerna utan röntgeninspektion. Flera Tier 1-leverantörer av bilgjutning rapporterar minskningar av skrothastigheten med 30–50 % efter att ha implementerat sådana realtidsövervakningssystem, direkt översatt till lägre kostnader och förbättrade hållbarhetsmått.
Utveckling av legeringar för termisk hantering av elektriska fordon
EV-batterikylplattor kräver aluminiumgjutlegeringar med hög värmeledningsförmåga, utmärkt trycktäthet (ingen porositet) och förmågan att bilda lödda fogar. Standard A380 har en värmeledningsförmåga på ungefär 96 W/m·K — tillräcklig men inte optimal. Nya legeringar i Al-Si-Mg-familjen med kontrollerat järn- och kopparinnehåll utvecklas av företag inklusive Novelis, Constellium och Impol för att uppnå ledningsförmåga över 160 W/m·K i gjutet tillstånd, vilket möjliggör mer kompakta och effektiva vätskekylda batterisystem. Detta är ett aktivt område för legeringsforskning med flera patent inlämnade 2022–2024.
Vanliga frågor om aluminiumgjutningsprojekt
Vilken är den bästa aluminiumlegeringen för ett första gjutprojekt?
För nybörjare som använder en bakgårdsugn och gröna sandformar är återvunna kolvar (vanligtvis 4032 eller 2618 legeringar) eller rent A356 göt båda utmärkta utgångspunkter. Båda har god flytbarhet vid typiska hälltemperaturer på bakgården på 700–730°C, och ingen av dem har nämnvärt giftiga legeringstillsatser. A356 är något mer förlåtande mot fukt i sanden eftersom dess kiselhalt förbättrar flytbarheten även vid lägre temperaturer. Undvik okänt skrot från elektronik eller belagda delar - föroreningar från lödning, zinkgjutgods eller plätering kan producera giftiga ångor och dålig gjutkvalitet.
Hur förhindrar jag porositet i mina aluminiumgjutgods?
Porositet har två grundorsaker: löst väte (gasporositet) och otillräcklig matning av krympning (krympporositet). För att åtgärda gasporositeten, håll alla formmaterial och metall torra, använd ett täckande flussmedel och avgasa smältan innan den hälls. För att ta itu med krympningporositeten, se till att din stigare är tillräckligt stor för att förbli flytande efter att gjutgodset har stelnat - stigarmodulen måste överskrida den tyngsta gjutsektionsmodulen med minst 20 %. Kyla som placeras intill tunga sektioner hjälper också till genom att påskynda lokal stelning för att minska krympningsbehovet.
Vilken är den minsta väggtjocklek som kan uppnås vid aluminiumgjutning?
Minsta väggtjocklek beror på gjutningsprocessen. Högtryckspressgjutning uppnår de tunnaste väggarna — så lågt som 0,8 mm i optimerad formkonstruktion med höghastighetsmetallinsprutning. Investeringsgjutning uppnår tillförlitligt 1,0–1,5 mm. Permanent form (gravity die) gjuthandtag minst 2–3 mm. Sandgjutning kräver vanligtvis minst 3–5 mm väggar för tillförlitlig fyllning, även om skickliga gjuterioperatörer har uppnått 2 mm i mindre delar med legeringar med hög kiselvätskeförmåga och välporterade formar.
Kan gjuten aluminium svetsas?
Ja, många aluminiumgjutlegeringar kan svetsas, men processen kräver omsorg. A356 och 535 legeringar är de mest svetsbara vanliga gjutlegeringarna. Gasvolframbågsvetsning (GTAW/TIG) med 4043 eller 5356 tillsatstråd är standardpraxis. HPDC-delar som innehåller A380 anses generellt vara osvetsbara i strukturella applikationer på grund av kopparhalten och gasporositeten som frigörs under svetsning. Om du svetsar gjutet aluminium, förvärm området till 150–200°C för att minska termisk chocksprickning, och eftersvetsspänningsavlastning vid 175°C i 2–4 timmar rekommenderas för strukturella fogar i A356.
Hur lång tid tar det att få aluminiumgjutgods?
Ledtiderna varierar enormt beroende på process och leverantörsplats. För 3D-printade sandformgjutningar (prototypkvantiteter), ledtider i första artikeln på 3–10 arbetsdagar kan uppnås från etablerade leverantörer. Konventionell sandgjutning med nytt mönster: 4–8 veckor för mönstertillverkning plus 1–2 veckor för gjutning. HPDC med nya verktyg: 10–20 veckor för stanstillverkning, sedan produktionsmängder på 2–4 veckor. Investeringsgjutning: 8–16 veckor för verktyg, 3–6 veckor för produktion. Snabba verktygsprogram till högre kostnad kan komprimera dessa tidslinjer med 30–50 % hos premiumleverantörer.
Vad är skillnaden mellan pressgjutning och sandgjutning av aluminium?
Sandgjutning använder förbrukbara sandformar som förstörs för att frigöra delen - vilket möjliggör komplex geometri och mycket stora delar, men med lägre ytfinish, bredare toleranser och långsammare cykeltider. Pressgjutning använder permanenta härdade stålformar (formar) och sprutar in metall under högt tryck – vilket uppnår utmärkt ytfinish (1–2 µm Ra), snäva toleranser (±0,05–0,15 mm) och mycket höga produktionshastigheter (30–120 sekunders cykler), men med höga verktygskostnader och minimala kvantitetskrav under 00, gör det till cirka 00 delar. Sandgjutning är bättre för prototyper, stora delar och låga volymer; pressgjutning utmärker sig vid högvolymproduktion av små till medelstora precisionskomponenter.
Är aluminiumgjutning miljövänligt?
Aluminiumgjutning med hjälp av sekundär (återvunnen) legering är en av de mer miljövänliga metallbearbetningsprocesserna som finns. Sekundärt aluminium kräver endast 5 % av energin från primär aluminiumproduktion och genererar en bråkdel av CO₂-utsläppen. Den höga återvinningsbarheten av aluminium – med återvinningsgrader över 90 % inom fordonssektorn – och materialflödet i slutet kretslopp i många gjuteriverksamheter gör det betydligt grönare än processer som använder primärmetaller. De främsta miljöproblemen är fluoridutsläpp från flussmedelsanvändning (kontrollerad av våtskrubbrar i moderna gjuterier) och kylvätskehantering vid bearbetning.
Kan jag anodisera pressgjutna aluminiumdelar?
Standard HPDC-legeringar som A380 (som innehåller 3–4 % koppar) anodiseras inte till en jämn kvalitetsfinish – kopparinnehållet orsakar bruna eller svarta fläckar i anodskiktet. För anodiserade ytor på pressgjuten aluminium, specificera en lågkopparlegering såsom A360 (koppar under 0,6%) eller en speciell kosmetisk pressgjutlegering. A356 och 535 legeringar anodiserar rent och tar färgfärger jämnt. Om pressgjutning krävs och anodisering är specificerad, samarbeta med din gjutgodsleverantör för att välja en lämplig lågkopparlegering under designfasen istället för att upptäcka inkompatibiliteten efter att verktyget har byggts.
